 English▼
English▼




- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Coaters
- PVD Coater
- Hydraulikpresse
- Large Press Machine
- Planetenrührwerk / Mühle
- Kugelmühle
- Labormaschine
- Cutting Machine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Automatische Lithium-Batterie-Schneidemaschine für die Herstellung von prismatischen Batterien
Model Number:
TMAX-YK-FT-750Zahlung:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Vorherige:
Halbautomatische UltraschallschweißmaschineNächste:
Prismatisches Batterie-NMP-Recyclingsystem
Automatische Lithium-Batterie-Schneidemaschine für die Herstellung von prismatischen Batterien
1 、 Geräteeinführung:
1.1 E quipment funktion und prinzip einführung:
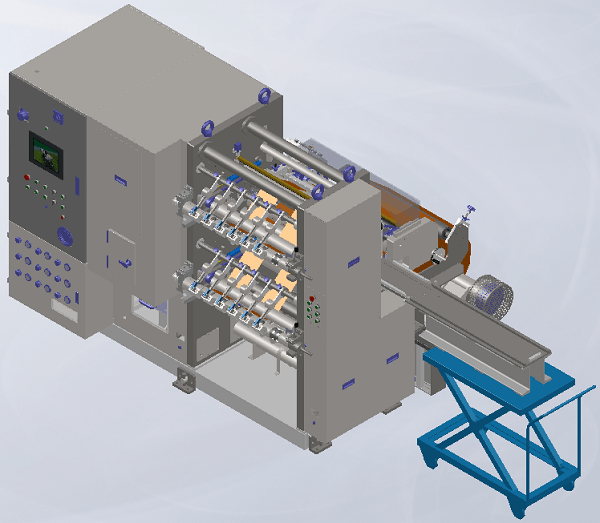
Hauptfunktionen: Auto Die Schneidemaschine konzentriert sich auf das Design und den Bau der Lithiumbatterieindustrie. Die Ausrüstung wird hauptsächlich für den anschließenden Walzprozess verwendet, und die gewalzte Stangenscheibe wird gemäß dem Prozess des Kunden in mehrere kleine Rollen geteilt.
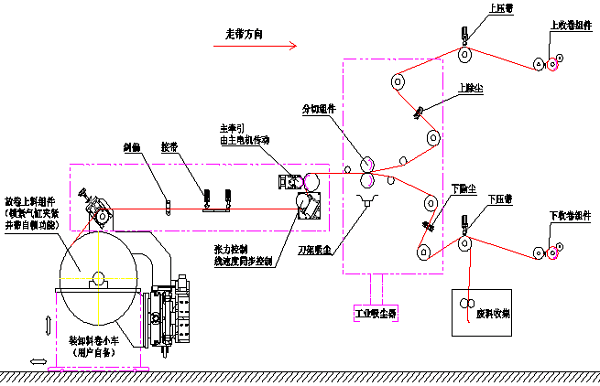
Zusammensetzung des Mechanismus: Die Hauptkomponenten des Schneidens sind unterteilt in Abwickelmechanismus, Abweichungskorrekturmechanismus, Riemenverbindungsplattform, Zugmechanismus, Schneidmechanismus, Pulverbürsten- und Staubentfernungsmechanismus, Laufrollenmechanismus, Tablettenpressmechanismus, Rollenpressmechanismus und Wickelmechanismus.
Schneidprinzip: Das Abwickelsystem mit konstanter Spannung und aktivem Wickelspannungssystem wird mit automatischer Abweichungskorrekturfunktion übernommen, und die Geschwindigkeit des Schneiders ist einstellbar. Die gesamte Polschuhrolle wird entsprechend den Prozessanforderungen durch den Übertragungsentstaubungsmechanismus in mehrere kleine Rollen aufgeteilt.
1.2 siehe die beigefügten Zeichnungen für das Geräteprinzip (nur als Referenz)
1.3 ich Einführung in die Geräteorganisation:
Abwickel-Spannsystem:
Dieses Gerät übernimmt das passive Abwickeln, und die Spannung wird hauptsächlich durch eine Reihe von Spannungsregelungssystemen mit geschlossenem Regelkreis gesteuert. Das Polstück läuft durch die Spannungserkennungsrolle, und nach den Berechnungs- und Einstellergebnissen des Spannungssteuersystems beeinflusst die Änderung des Spulendurchmessers nicht den Schlitzeffekt, wodurch die Stabilität der Spannungsausgabe sichergestellt wird. Das Abwickeln hat die Funktion, die Abweichung zu korrigieren. Auch wenn das ankommende Material in einem gewissen Bereich nicht sauber aufgewickelt ist, kann es durch die automatische Korrektur normal geschnitten werden. Der Fütterungsmechanismus übernimmt die Top-to-Top-Fütterungsmethode, die humanisiert und einfach zu bedienen ist. Durch den Beschickungswagen wird die Arbeitsintensität reduziert und die Betriebssicherheit verbessert.
Aufbau der Werkzeugablage:
Es nimmt eine Werkzeugauflagestruktur vom Typ Xicun an, und der Werkzeugdurchmesser von 100 mm oder 130 mm kann je nach Kunden angepasst werden. Die Geschwindigkeit der oberen und unteren Messer ist einstellbar, und die kombinierte Abstandhalterkonfiguration. Das untere Messer übernimmt das flache Messerdesign und die obere Messerhülse die einstellbare Messerrotationsstruktur.
Übertragungsmechanismus:
Die Übertragung dieser Ausrüstung verwendet hauptsächlich Synchronriemen und Planetenuntersetzungsgetriebe für Synchronriemenräder, um die Konsistenz der Geschwindigkeit des Rollendurchgangs und der Führungsachse zu realisieren. Das Übertragungssystem nimmt Mitsubishi-Servomotor an. Die Antriebsrollen und -komponenten müssen strengstens die Anforderungen an das dynamische Gleichgewicht von weniger als 10 Gramm erfüllen, was die Vibrationen während des Betriebs der Ausrüstung und den Verschleiß des Übertragungsmechanismus stark reduziert. Die Walzenoberfläche nimmt eine Spiegel- und Hartanoden-Härtungsbehandlung an. Die Härte muss unbedingt etwa 25 Grad betragen, was nicht leicht zu verformen ist, und der Rundlauf der Walzenoberfläche muss innerhalb von plus oder minus 0,02 mm liegen. Auch wenn die Ausrüstung zu alt ist, kann die Präzision des Kraftübertragungsmechanismus der Ausrüstung garantiert werden.
Rollenmechanismus:
Der Rollenpressmechanismus ist hauptsächlich eine Metallrolle mit einer bestimmten Härte auf der Oberfläche mehrerer Freiheitsgrade, die durch eine Welle verbunden sind. Seine Hauptfunktion besteht darin, sicherzustellen, dass sich der Polschuh während des Wickelvorgangs nicht wölbt, und glättet die welligen Kanten, die durch das Band während des Längsschneidens entstehen. Die Druckrolle nimmt das integrale Design an und der Leistungseffekt ist besser als das geteilte Design.
Elektrodenrolle Durchmesserverfolgung Mechanismus:
Der Nachlaufrollenmechanismus dient hauptsächlich dazu, die Gleichmäßigkeit der Polwicklung sicherzustellen. Eine Gruppe von optischen Fasern zur Erkennung gegenüberliegender Kanten wird entlang des Mechanismus verwendet, um die Größe und Position des Spulendurchmessers zu erfassen und den Abstand zwischen der Führungsrolle und dem Spulendurchmesser genau zu steuern. Die Spurführungsstruktur wird durch den Motor angetrieben, und die Spurführungsrolle wird so angetrieben, dass sie sich durch das Untersetzungsgetriebe und den Zahnstangenverbindungsmechanismus reibungslos auf der Führungsschiene bewegt, um einen stabilen Steuereffekt zu erzielen. Die Hauptkonstruktionsabsicht dieses Mechanismus hat zwei Punkte. Die erste besteht darin, die Überrolle vor dem Wickeln so nah wie möglich an der Wickelwelle anzubringen, um die Schwingamplitude der Materialspule beim Eintreten in die Wicklung zu verringern und so die Gleichmäßigkeit des Wickelns zu erhöhen. Der zweite Punkt besteht hauptsächlich darin, die Größe des Wickeldurchmessers zu erfassen, um eine Berechnungsgrundlage für die Drehzahl des Wickelmotors zu liefern, die der Laufgeschwindigkeit des Bandes entspricht.
Pulverbürsten- und Staubabsaugmechanismus:
Die Ausrüstung besteht aus einem professionellen industriellen 2,2-kW-Hochleistungs-Turbinenstaubsauger und einem Messersatz-Staubsauger sowie einem oberen und unteren Staubabsaugmechanismus für das Polstück, der den auf dem Polstück zurückbleibenden Staub rechtzeitig absorbieren kann, um die Sicherheit zu verbessern der Batterieproduktion und -nutzung, reduzieren die Schäden durch Staubpartikel in der Produktionswerkstatt für die Gesundheit der Mitarbeiter und verbessern die Überlegenheit der Arbeitsumgebung.
Wickelmechanismus:
Dieser Mechanismus wird hauptsächlich für das Aufwickeln des Bandes nach dem Schneiden verwendet. Die Elektrik besteht hauptsächlich aus einem Satz Mitsubishi-Servos, zwei Gruppen von SMC-Proportionalventilen zur pneumatischen Spannungsregelung, hochpräzisen Wickelwellen nach oben und unten, die durch konzentrische Torsionsverbindungsringe kombiniert werden. Die Wickelwelle wird durch den Zylinderdruckstangenmechanismus verriegelt, was die Humanisierung des Designs besser widerspiegeln kann. Der Effekt ist stabiler und bequemer im Betrieb.
2 、 Konfigurationsliste der Hauptteile und Komponenten der Ausrüstung:
SN |
Name |
Marke |
Herkunft |
1. |
SPS Kontrollsystem |
Mitsubishi |
Japan |
2. |
Servo |
Mitsubishi |
Japan |
3. |
Berührungsempfindlicher Bildschirm 10 Zoll Farbe |
Weinblick |
Taiwan |
4. |
Tasten und elektrische Hauptsteuerungskomponenten |
Schneider / Chint |
Frankreich inländisch |
5. |
Spannungskontrollsystem |
Dongdeng |
China |
6. |
Abweichungskorrektursystem |
Dongdeng |
China |
7. |
Drehcodierer |
Omron |
Japan |
8. |
Näherungsschalter und Sensoren |
Daochuan |
China |
9. |
Pneumatische Komponenten |
AirTAC |
Taiwan |
10. |
Proportional-Magnetventil |
SMC |
Japan |
11. |
lineare Führungsschiene |
TBI |
China |
12. |
Lager |
HRB |
China |
13. |
Staubsauger |
LDZW-1000 |
China |
14. |
Schlitzklinge |
Kaijin |
China |
3 、 Technische Parameter und Werkskonfiguration der Ausrüstung:
SN |
Artikel |
Spezifikation |
Anmerkung |
1 |
Passendes System |
Streifentrennverfahren für positive und negative Elektroden von Lithium-Eisenphosphat, Lithium-Kobalt-Oxid, Lithium-Manganat, Batterien des ternären Systems |
|
2 |
Betriebsuntergrunddicke |
( Al ) vereiteln : 10 ~ 30 um (Cu) vereiteln : 6 ~ 30 um Einschließlich Basismaterial: 50 ~ 250 μm |
|
3 |
Breite des Betriebssubstrats |
≥750 mm |
|
4 |
Präzision der Schnittbreite |
±0,05 mm |
|
5 |
Kantenqualität der Bandelektrode |
Kein Kräuseln, Risse, Wellen, Falten, Pulvertropfen, Dehnen, Folienfreilegung, offensichtliche Zacken und andere Qualitätsmängel |
Außer bei schlechten Eingangsmaterialien |
6 |
Polstück-Gratkontrolle |
Grat nach Polscheibenschlitzen: Längsgrat < 6 Äh (außerhalb der Richtung des Polschuhs), Quergrat < 8 Äh (Richtung des Polstücks) Die vertikale Erkennung des Polstücks erfolgt in Längsrichtung und die horizontale Erkennung erfolgt quer. |
Abhängig von der Lebensdauer der Klinge |
7 |
Geradheit (Kantenschlangenversatz) |
≤±0 .3 mm/m |
|
8 |
Wickelgenauigkeit |
±0. 2 mm |
|
9 |
Schnittbreite |
Schnittbreite: oben 30mm
|
Schnittbreite: 18mm-30mm ( angepasst ) |
10 |
Laufgeschwindigkeit |
Schnittgeschwindigkeit ≥45 m/Min ( abhängig vom Material) |
|
11 |
Spannungskontrollsystem |
Konstante Spannungskontrolle , 0~50N , Magnetpulverbremse |
|
12 |
Korrekturmethode |
Auto EPC Kontrolle , reisen: 80mm |
|
13 |
Korrekturgenauigkeit der Abwicklungsabweichung |
±0,2 mm |
|
14 |
Wickeldurchmesser |
Abwicklung≦Ф 70 0mm , Wicklung ≦Ф 60 0mm |
|
fünfzehn |
Maximale Belastung beim Abwickeln |
300 Kg |
|
16 |
Wickelwelle |
Zwei doppelte Schlupfwellen, die sich einseitig drehen können, sind bequem für die Rückgewinnung, und die werkseitige Konfiguration ist für eine Wickelbreite von mehr als 35 mm geeignet |
|
17 |
Klingenmaterial |
Legierter Wolframstahl |
|
18 |
Slitter-Durchmesser |
Außendurchmesser: 100mm , Das Obermesser kann mindestens auf den Service-Außendurchmesser geschliffen werden : Φ95mm |
|
19 |
Schnittbreite der Abfallkante im Gürtelbereich |
≤3mm ; Die doppelten Klemmrollen klemmen separat und das Klemmmoment ist einstellbar |
|
20 |
Pole-Staubsammlung |
Nachdem die Stangenscheibe geschnitten ist, werden das Bürsten mit antistatischem Pulver und das Staubsaugen übernommen |
Unterdruckgerät bereitstellen |
21 |
Sammlung von Klingenstaub |
Ober- und Untermessermontage, Entstauben und Staubsaugen |
|
22 |
Einstellung der Schnittbreite |
Andere Distanzhülsen ersetzen |
|
23 |
Bissmenge Slitter |
Passen Sie die Keilposition zwischen den Mähbalken an |
|
24 |
Anzahl der Werkzeughalter / Satz |
1 Satz Werkzeugablage und Werkzeugablagewagen |
|
25 |
eine Bedienungsanleitung |
1 Exemplar mit Bedienungsanleitung und Bedienungsanleitung |
|
26 |
Zeichnung gefährdeter Teile |
1 einstellen |
|
27 |
Zeichnung gefährdeter Teile |
1 einstellen |
|
28 |
Wälzgleitlagergewicht |
150kg |
|
4 、 Hauptfunktionen des Steuerungssystems:
SN |
Artikel |
Spezifikation |
Anmerkung |
|
1. |
Die Abwickelspannung ist einstellbar |
Spannbereich 1kg-50kg einstellbar |
|
|
2. |
Das Übersetzungsverhältnis des Schneidsatzes ist einstellbar |
Das Übersetzungsverhältnis kann entsprechend den Schnittbedingungen eingestellt werden |
|
|
3. |
Anzahl der Ausgaben |
Es hat die Funktion, die Gesamtleistung und die Leistung einer einzelnen Rolle zu zählen. |
|
|
4. |
Standzeitspeicherfunktion |
Speicherfunktion für die Lebensdauer des Werkzeugs. |
Kathode ≥15 0000m , Anode ≥30 0000 m (abhängig vom Rohmaterial) |
|
5. |
S Peitschenkontrolle |
Mit High- und Low-Speed-Funktion und einstellbarer Geschwindigkeit von 1-50m/min |
|
|
6. |
Parameterrezeptfunktion |
Parameter können je nach Modell gespeichert und aufgerufen werden. |
|
|
7. |
Verwaltungsberechtigungsfunktion |
Es kann entsprechend der Betriebsebene verwaltet werden. |
|
|
8. |
Not-Aus-Funktion |
Drücken Sie im Notfall den Notstopp, um schnell anzuhalten. |
|
|
9. |
Automatische Abschaltfunktion ohne Material |
Es stoppt automatisch, wenn sich kein Material in der Abwicklung befindet. |
|
|
10. |
Störmeldeanzeige |
Wenn ein Fehler auftritt, werden die entsprechenden Alarminformationen und Anweisungen zur Fehlerbehebung angezeigt |
|
|
11. |
Unterspannungsschutzfunktion |
Wenn der Luftdruck des Geräts nicht ausreicht, gibt das Gerät einen Alarm aus. |
|
|
12. |
Beleuchtungseinrichtung |
Beleuchtungseinrichtungen werden an Schlüsselpositionen eingesetzt. |
|
|
13. |
IO Überwachungsfunktion |
Es kann den Status von Eingangs- und Ausgangssignalen überwachen. |
|
|
14. |
Steuerung der Abweichungskorrektur |
Die Abweichungskorrektur kann automatisch und manuell geschaltet werden. |
|
|
fünfzehn. |
Speicherfunktion ausschalten |
Relevante Daten und Parameter können gespeichert und bei Stromausfall gespeichert werden. |
|
|
5 、 Inbetriebnahme-Tools:
SN |
Name |
Modell |
Menge |
|
1 |
Schlüssel |
5,5-7 8-10 12-14 17-19 |
je 1 |
|
2 |
Rollgabelschlüssel |
300mm |
1 Stk |
|
3 |
Innensechskantschlüssel |
1,5-10 |
1 einstellen |
|
4 |
Hakenschlüssel |
|
1 Stk |
|
5 |
Sicherungsringzange |
Wildcard |
1 Stk |
|
6 |
Bolzentreiber |
Gerade / kreuzen |
je 1 |
|
6 、 Außenmaße und Ausstattungsqualität:
Größe: 2450×2150×1850 ( L×B×H ) Gewicht: 3T
7 、 Anforderungen an die Installationsumgebung und unterstützende Einrichtungen
1) Umgebungstemperatur: =25 ℃ ± 5;
2) Relative Luftfeuchtigkeit: 45 ≤ RH;
3) Stellen Sie sicher, dass die Luft auf der Baustelle trocken und unverstopft ist;
4) Stromversorgung: 380 V, Dreiphasen-Fünfleitersystem 50 Hz, Spannungsschwankungsbereich: +8 % - 8 %;
Die Gesamtleistung des Netzteils beträgt nicht weniger als 15 KW ;
5) Druckluft: Nach dem Trocknen, Filtern und Stabilisieren: Der Ausgangsdruck ist größer als 5,0 kg/cm2



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

