 English▼
English▼




- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Coaters
- PVD Coater
- Hydraulikpresse
- Large Press Machine
- Planetenrührwerk / Mühle
- Kugelmühle
- Labormaschine
- Cutting Machine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Hochgeschwindigkeitsstapelmaschine mit zwei Stationen für die Herstellung prismatischer Zellen
Model Number:
TMAX-YK-JBSM-01Zahlung:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Vorherige:
Prismatisches Batterie-NMP-RecyclingsystemNächste:
Automatische Stanzmaschine für die Herstellung prismatischer Batterien
Hochgeschwindigkeitsstapelmaschine mit zwei Stationen für die Herstellung prismatischer Zellen
1 、 Ausstattungsparameter und Bild
Artikel |
Spezifikation |
Größe |
L 3410x W 17600x H 1900mm |
Gewicht |
3000 KG ;( Erforderliches Bodenlager > 450kg/m 2 ) |
Leistung |
AC380 50Hz ,3-Phasen-5-Leiter-System |
Pressluft |
0,5–0,7 MPa (5 kgf–7 kgf/cm 2 ) Trocken, wasserfrei ; |
Temperatur Feuchtigkeit |
5-35℃ ; 10-60% |
Luft / Staub |
Kein leitfähiger Staub; Salzfreies Gas und korrosives Gas; |
Magnetfeld und Vibration |
Es dürfen keine offensichtlichen Stöße und Vibrationen auftreten; Es dürfen keine Magnetfeldstörungen auf das Gerät einwirken ; |
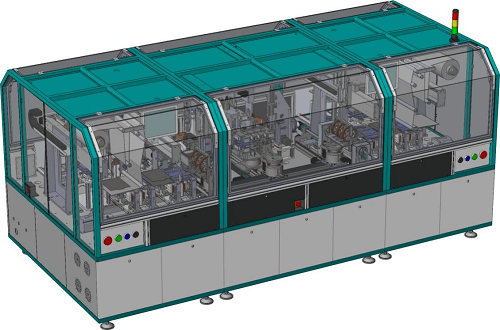
Maschinenschema |
R Anmerkungen: Die Geräteabdeckung besteht aus Aluminiumprofil + Acryl |
2. Geräteeinführung
2.1 Geräteübersicht
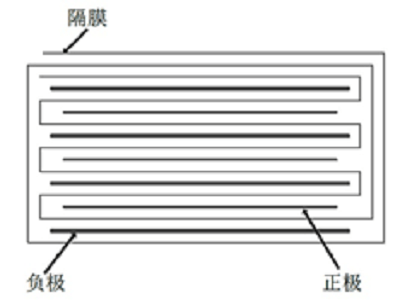
Diese Ausrüstung wird hauptsächlich für die "Z"-förmige Laminierung von verwendet prismatisch Batterie .
2.2 Arbeitsablauf
2.2.1 die Separator wird aktiv abgewickelt und durch den Spannmechanismus in den Laminiertisch eingeführt.
2.2.2 der Laminiertisch treibt die an Separator hin und her zu bewegen, um die zu platzieren Elektrode .
2.2.3 Zwei Sätze Manipulator-Saugnäpfe nehmen jeweils das Negativblatt und das Positivblatt nach der Beutelherstellung aus den beiden Materialkästen auf der linken Seite und stapeln sie nach der mechanischen Positionierung auf dem Laminiertisch.
2.2.4. Die beiden Stationen stapeln die Folie gleichzeitig. Nachdem die Laminierung abgeschlossen ist, wird der elektrische Kern sukzessive durch den Manipulator zur Klebestation transportiert, um eine automatische Seitenverklebung zu realisieren; Beginnen Sie gleichzeitig mit dem nächsten
Automatische Laminierung von Zellen.
2.2.5 nach dem Kleben, vollständiges automatisches Stapeln und Empfangen gleichzeitig.
2.3 E Ausstattungsmerkmale
2.3.1 Separator Mechanismus: aktive Abwicklung; Spannungskontrolle; Separator Korrektur; Separator Ausrichtungsgenauigkeit +/-0,3 mm;
2.3.2 Laminierungsgenauigkeit: Gewährleistung der Gesamtgenauigkeit der Elektrode in der Laminierung, um +/-0,3 mm durch die präzise Positionierung der zu erreichen Elektrode ;
2.3.3 Laminierungseffizienz: Laminierungsgeschwindigkeit kann 0,5 s-0,8 s/Stk. erreichen;
2.3.4 Staubschutz: Materialbox und Vorpositionierung sind mit wirksamen Staubschutzhauben ausgestattet;
2.3.5 Elektrode Winkelerkennung: Erkennen Sie die Elektrode Winkel zu verhindern Elektrode Winkel vom Einfalten in die Zelle nach abnormaler Faltung;
2.3.6 verhindern die Erkennung des fehlenden Winkels der Tab des Elektrode , und verhindern die Elektrode s wie das Schließen und Ziehen des Tab des Elektrode und der fehlende Winkel vom Stapeln in den elektrischen Kern;
2.3.7 erkennen die Richtung der Tab um die zu verhindern Elektrode vom Stapeln in den elektrischen Kern nach dem Tab ist umgekehrt;
2.3.8 Insbesondere ist der Boden der Zelle durchgehend zweilagig Separator .
3 、 Spezifikation
Artikel |
Technische Parameter des Abnahmeverfahrens |
Einzelchip Stapeln Uhrzeit (Doppelstation) |
0,5 ~ 0,8 s/Stk ( Sie variiert je nach Größe der Elektrode , und diese Geschwindigkeit ist die doppelte Stationsgeschwindigkeit) |
Einzelzellen-Hilfszeit |
≤12-15S |
Angrenzende Genauigkeit von Elektrode und Separator |
Mittenabweichung ± 0,3 mm |
Separator Genauigkeit der Endflächenausrichtung |
±0,3 mm ( Außer Heckrolle Separator ) |
Ausrichtungsgenauigkeit benachbarter Elektroden |
±0,2 mm |
Gesamtausrichtungsgenauigkeit von Elektrode |
±0,3 mm |
Schichten stapeln |
Sie kann innerhalb des Dickenbereichs eingestellt werden |
Qualifizierter Tarif |
99% |
Mobilisierungsrate |
98% |
Klebemenge |
Einstellbare Menge (bis zu 9 Leimschichten) |
4 、 Gerätekonfiguration
SN |
Komponentenname |
Menge/Satz |
Anweisung |
|
1 |
Elektrode Materialkiste |
8 |
Spezialmaterialbox einstecken; Vier Sätze positiver bzw. negativer Elektroden mit einem großen einstellbaren Bereich |
|
2 |
Elektrode Zufuhrhilfsmechanismus |
4 |
Bürsten- und Schüttelmechanismus; Luftblas- und Staubabsauggerät; |
|
3 |
Elektrode Vorschubmechanismus |
4 |
Stellen Sie sicher, dass der Manipulator die zuverlässig aufnehmen kann Elektrode ; Automatischer Abschaltalarm bei Materialmangel |
|
4 |
Separator Spannungsmechanismus |
2 |
Aktives Abwickeln von Separator , ständige Spannung |
|
5 |
Separator Abweichungskorrektursystem |
2 |
Unwinding-Korrektur und Recovery-Korrektur; |
|
6 |
Vorpositionierungsmodul |
4 |
Präzise mechanische Positionierung; Staubsammelvorrichtung und Staubabsorptionsvorrichtung sind installiert |
|
7 |
Laminiermanipulator |
4 |
Der Servoantrieb sorgt dafür, dass der Manipulator greifen und platzieren kann Elektrode zuverlässig; Servo-Rückgewinnung des Futterkastens |
|
8 |
Fütterung Saugnapf-Mechanismus |
4 |
Vakuumdüse |
|
9 |
Laminiertisch |
2 |
Verschiebung und Anheben des Laminiertisches mit Servoantrieb: Präzisions-Kugelumlaufspindel realisiert die Hin- und Herbewegung des Laminiertisches |
|
10 |
Spannmodul Manipulator |
1 |
Der Manipulator realisiert automatisch den Transfer von elektrischen Zellen |
|
11 |
Separator Abschaltmechanismus |
2 |
Hot-Messer-Mechanismus |
|
12 |
„C“-Klebeklebemechanismus |
1 |
Die Klebeposition und -menge der seitlichen Rundumklebung (inklusive Polohrmitte) kann eingestellt werden |
|
13 |
Stapel- und Ausblendmechanismus |
1 |
Die Batterie s werden automatisch gestapelt und entladen und chargenweise abtransportiert |
|
14 |
Elektrisches Betriebssystem |
1 |
Bedienen Sie mit Touchscreen, mit Not-Aus, Netzschalter und anderen Tasten |
|
fünfzehn |
Kontrollsystem |
1 |
Elektrogeräte, Gaskreisläufe usw. sind platzsparend und wartungsfreundlich im Inneren der Anlage installiert |
|
16 |
Grundplatte des Rahmens |
3 |
Farbe: hellgrau |
|
17 |
Staubschutzhaube |
1 |
Aluminiumprofil + Acrylabdeckung |
|
18 |
Staubsammelmechanismus |
1 |
Staubabsaugung von Gebläsen; Vorpositionierung, Materialbox |
|
19 |
Vakuumsystem |
1 |
Vom Kunden bereitgestellte Vakuumquelle |
|
5 、 Prozessspezifikation
5.1Materialspezifikation
Spez. Material |
Material |
L (mm) |
W (mm) |
T (mm) |
ICH WÜRDE (mm) |
OD (mm) |
Kathode |
Blatt |
70 ~ 250 |
90 ~ 200 |
0,05 ~ 0,25 |
—— |
—— |
Anode |
Blatt |
70 ~ 250 |
90 ~ 200 |
0,05 ~ 0,25 |
—— |
—— |
Registerkarte „Kathode“. |
—— |
10 ~ 40 |
10 ~ 50 |
—— |
—— |
—— |
Anodenlasche |
—— |
10 ~ 40 |
10 ~ 50 |
—— |
—— |
—— |
Separator |
Rollen |
—— |
100 ~ 200 |
0,012 ~ 0,04 |
φ76.2 |
φ300 |
Band |
Rollen |
20-40 |
10 ~ 30 |
0,02 ~ 0,05 |
φ76.2 |
φ150 |
Hinweis: 1. Die Länge der Elektrode gibt die Größe an Elektrode in Richtung der Tab , ohne die Länge der Tab ;
2. Die Elektrode hat kein offensichtliches Pulverfallphänomen, keine offensichtliche gewellte Kante und den Grat in der Richtung senkrecht zu Elektrode ist weniger als 15 um; Stanzfehler ist kleiner als 0,2 mm;
3. Die eingehenden Materialien der Elektrode haben keine offensichtliche Verwerfung und Verformung, und die eingehenden Materialien der Elektrode keine offensichtliche Haftung haben;
4. Serpentinenfehler von Separator : +/-0,2 mm/M.
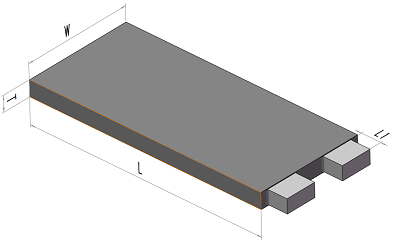
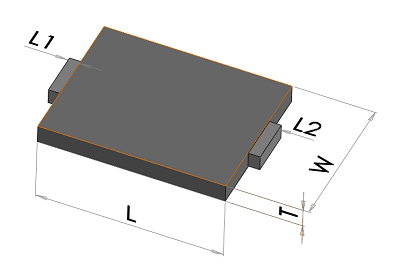
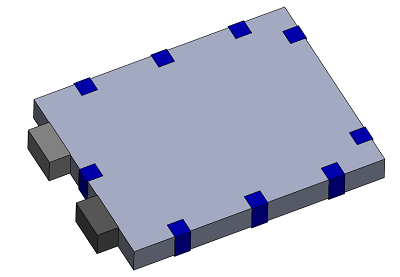
5.2 Zellspezifikation
Artikel |
Spezifikation |
Schematische Darstellung von Batterie |
Batteriekern L |
70 ~ 250mm |
|
Batteriekern W |
90-200mm |
|
Batteriekern T |
5-30mm |
|
Ausgesetzt Tab 1 |
≤40mm |
|
Tab Richtung |
Ipsilateral |
|
Wenn die Tab ist auf der gleichen Seite , L+L1≤ |
300mm |
|
Tab Abstand |
≥20mm |
5.3 Stapeln Diagramm
Batteriediagramm |
Klebediagramm |
|
|
6 、 Liste der wichtigsten Ersatzteile
SN |
Name |
Marke |
Anmerkung |
1 |
Maschinendesign und -herstellung sowie Hardware |
FREUDE Jingyi Technology |
|
2 |
Zylinder |
SMC/ AIRTAC |
|
3 |
Magnetschalter |
SMC/ AIRTAC |
|
4 |
lineare Führungsschiene |
HIWIN Taiwan Shangyin |
|
5 |
Kugelumlaufspindel |
HIWIN/TBI |
|
6 |
Servomotor / Treiber |
Xinjie bus |
|
7 |
Magnetventil |
CNE |
|
8 |
SPS |
Xinjie |
|
9 |
Sensor |
panasonic/ KEYENCE |
|
10 |
Glasfaser |
panasonic/ KEYENCE |
|
11 |
Berührungsempfindlicher Bildschirm |
Kinco |
|
7 、 Ersatzteilliste
SN |
Name |
Spezifikation |
Anbieter |
Anmerkung |
1 |
Vakuumsauger |
ZP2-TB15MTS-B5 |
Angepasst |
Es muss jeden Tag gereinigt werden und der Lieferzyklus beträgt 10 Tage |
2 |
Saugnapf aus Kunststoff |
11*10*85 |
Angepasst |
Es muss jeden Tag gereinigt werden und der Lieferzyklus beträgt 10 Tage |
3 |
Vakuum-Saugstange |
ZPT-2K10-B5-A10 |
Angepasst |
Lieferzyklus beträgt 10 Tage |
4 |
Vakuumfilter |
AZFC200-06 |
SMC/AIRTAC |
Es muss regelmäßig jede Woche gereinigt werden |
5 |
Magnetischer Ringschalter |
D-M9N |
SMC/AIRTAC |
Der Lieferzyklus beträgt 10 Tage |
6 |
Näherungsschalter |
GX-F8A |
Panasonic |
Der Lieferzyklus beträgt 10 Tage |
7 |
Druckplatte |
Angepasst |
Angepasst |
Der Lieferzyklus beträgt 10 Tage |
8 、 Lieferliste
SN |
Name |
Menge |
Einheit |
Anmerkung |
1 |
Automatische Stapelmaschine |
1 |
einstellen |
|
2 |
Zufällige Werkzeuge |
1 |
einstellen |
Werkzeug |
3 |
Lieferspezifikation |
1 |
einstellen |
|
4 |
Qualitätsbericht |
1 |
einstellen |
|
5 |
Anweisung |
1 |
einstellen |
|
6 |
Begleitende Ersatzteile (und Liste) |
1 |
einstellen |
|
7 |
Ersatzteilliste |
1 |
einstellen |
9 、 Anforderungen an die Installationsumgebung und unterstützende Einrichtungen
1) Umgebungstemperatur : = 2 5 ℃ ± 5 ;
2) relative Luftfeuchtigkeit : 4 5 ≤RH ;
3 ) Stellen Sie sicher, dass die Luft auf der Baustelle trocken und ruhig ist ;
4 ) Netzteil : 380V , 3phasig, 5 Leiter, 50 Hz, Spannungsschwankungsbereich : +8 % ~ –8 % ; Die Gesamtleistung des Netzteils beträgt nicht weniger als 15 K w ;
5) Druckluft: nach dem Trocknen, Filtern und Stabilisieren: der Ausgangsdruck ist größer als 5,0 kg/cm 2



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

