 English▼
English▼




- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Coaters
- PVD Coater
- Hydraulikpresse
- Large Press Machine
- Planetenrührwerk / Mühle
- Kugelmühle
- Labormaschine
- Cutting Machine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

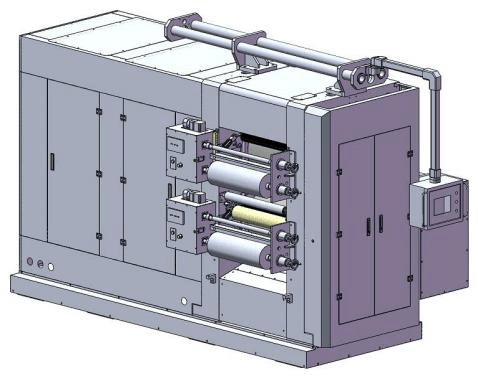
Hochpräzise Lithiumbatterie-Walzpresse
Model Number:
TMAX-YK-800*750-LZahlung:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Vorherige:
OCV-Sortier- und Prüfmaschine für die Herstellung prismatischer BatterienNächste:
650-l-Doppelplaneten-Hochgeschwindigkeits-Power-Mixer für die Herstellung prismatischer Zellen
Hochpräzise Lithiumbatterie-Walzpresse
1 、 Liste der Gerätespezifikationen
Nein . |
Ausrüstungsname |
Ausstattungsmodell |
R Bemerkungen |
1 |
Hochpräzise Lithiumbatterie-Walzpresse |
TMAX- YK-800*750-L |
Die effektive Walzbreite beträgt 200 ~ 680 mm. |
1.1 E Ausstattung und Funktion
Hauptkonfiguration der Ausrüstung
Nein. |
N ein Ich |
Herkunftsort |
1. |
EIN IR-Schalter |
Schneider (Frankreich) |
2. |
SPS |
Siemens (Deutschland) |
3. |
T Autsch Bildschirm |
Smet (Taiwan) |
4 |
M odular |
Siemens (Deutschland) |
5. |
Zwischenrelais |
Schneider (Frankreich) |
6. |
Servomotor antreiben |
Siemens (Deutschland) |
7 |
Reduzierer |
Internationaler Handel (China) |
8. |
Gedenktor |
Shaogang (China) |
9. |
Lager |
Wafangdian (China) |
10. |
C Kupplung |
Zhengtong (China) |
11 |
Hydraulischer Rammzylinder |
Siemark (Deutschland) |
12. |
Vollautomatische Spannung |
PID-Regelung (Eigenbau) |
13. |
Rillenkugellager (Maschinenkopf) |
NSK (Japan) |
14. |
Frequenzumwandler |
Rexroth (China) |
fünfzehn. |
Abweichung beheben |
Dongdeng (Guangzhou) |
2. Einführung in das Geräteprinzip
Die Traktion der Elektrode wird auf die vorbestimmte Dicke oder die vorbestimmte Verdichtungsdichte durch die doppelte Wirkung von Druck und dem Spalt der Druckwalze verdichtet, so dass die durch den gewalzten Polschuh hergestellte Lithiumbatterie die entworfene/vorbestimmte Volumenenergiedichte und Batterieleistung erreichen kann.
Nein. |
P Projekt |
D beschreibe |
Notiz |
1 |
Passendes System |
Kontinuierliches Walzverfahren für positive und negative Platten aus Lithium-Eisen-Phosphat, Lithium-Kobalt-Oxid, Lithium-Manganat, Lithium-Nickel-Kobalt-Mangan und anderen Batteriesystemen. |
|
2 |
Gerolltes Substrat |
Aluminiumfolie (10um-1,5mm), Kupferfolie (6um-1,5mm), |
|
3 |
Rollmodus |
Breite: 200 mm-750 mm. |
Position des Motorantriebs |
4 |
Arbeitsdruck |
Die beiden Rollen werden horizontal auf- und abgerollt, und der Antrieb befindet sich auf der rechten Seite des Einzugsendes. |
|
5 |
Gerätegeschwindigkeit |
Ausgestattet mit einer Konstantdruck-Pumpstation, ist es für positives Hochdruckwalzen und negative Niederdruckeinstellung geeignet. |
|
6 |
Steuermodus |
Stufenlose Einstellung und die lineare Geschwindigkeit der oberen und unteren Walzen ist gleich. |
|
![]()
![]()
![]()
3 、 Aktionssequenz der Ausrüstung e

Technologisches Verfahren des Gegenwalzens (Polwalzen)
4. Ausrüstungszusammensetzung und funktional
E Konfiguration der Ausrüstungskomponenten
4.1 Abwickelsystem (wie in Abbildung 1 gezeigt)
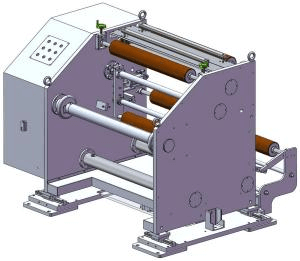
Abbildung 1
Nein. |
P Projekt |
D beschreibe |
Notiz |
1 |
Entladeteil |
φ 76 mm x 750 mm Aufblaswelle zum Abwickeln, ausgestattet mit Luftpistole |
|
2 |
Empfangsplattform |
Pneumatisches Anheben der vorderen Aufnahmeplattform aus Stahlblech und der Pressplatte |
|
3 |
Spannungskontrolle |
Schwingrollentyp, reibungsarmer Zylinder steuert die Spannung, und der Sensor erkennt und zeigt die Spannung an |
|
4 |
Abweichungskorrektursystem |
Fotoelektrische Abweichungskorrektur und lineare Führungsschiene (der maximale Bewegungsbereich beträgt 100 mm) |
|
5 |
Berichtigungsausführung |
Dongdeng Abweichungskorrekturstellglied |
|
6 |
Sub-Steuerungssystem |
Das Entlade- und Empfangsende ist mit einem Untersteuerungssystem für Geräte und einem Notstopp (dynamische Bremse), Pause und anderen Tasten ausgestattet |
|
7 |
Enteisenung vor dem Walzen |
Elektromagnetisches Polstück-Eisenentfernungsgerät, Magnetkraft des Magnetstabs 10000 ~ 12000 Gauss |
|
4.2 T Rimming-System vor dem Polwalzen (wie in Abbildung 2 gezeigt)
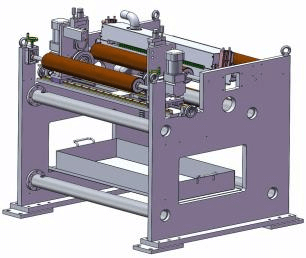
Figur 2
Nein. |
Artikel |
D beschreibe |
R Bemerkungen |
1 |
Anforderungen an die Messerfütterung |
Pneumatisches Schlitzmesser (HRC ≥ 58). |
|
2 |
Schnittanforderungen |
¢ 150*50 Untermesser. |
|
3 |
Trimmgeschwindigkeit |
Es kann automatisch die Geschwindigkeit der laufenden Linie des Walzwerks anpassen (d. h. Synchronisation, Reaktionszeit ≤ 10 ms) und |
|
4 |
Schrottrecycling |
Separat einstellbar; Es gibt kein Herabfallen von Material und keinen Riemenbruch an der Schneidkante. |
|
5 |
Schnittbreite |
Automatische Sammlung, ausgestattet mit Empfangsbox. |
|
4.3 Staubentfernungssystem vor dem Stangenpressen (wie in Abbildung 3 gezeigt)
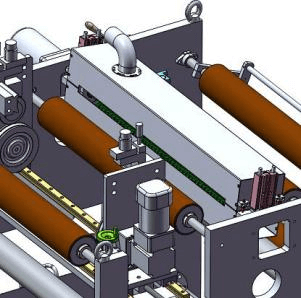
Figur 3
Nein. |
Artikel |
Beschreiben |
Bemerkungen |
1 |
Vakuumabsaugung |
Reservieren Sie die Schnittstelle des Industriestaubsaugers. |
|
2 |
Bürstenreinigung |
Das pneumatisch anhebende obere Gehäuse steht in Kontakt mit dem Rollbürstenmodus. Der Staub auf dem Materialband wird durch die Bürste gereinigt und der Staub wird durch den Staubsauger abgesaugt. |
|
3 |
Enteisenung vor dem Walzen |
Elektromagnetisches Enteisenungsgerät vor dem Polwalzen mit einer Magnetkraft von 10000 ~ 12000 Gauss. Der Magnetstab befindet sich im Edelstahlrohr und lässt sich leicht laden und entladen, und das adsorbierte Eisen lässt sich leicht entfernen. |
|
4. 4 .1 Hochpräzisions-Polstück-Walzwerk für Batterie mit konstantem Druck (wie in Abbildung 4 gezeigt)
Figur 4
Nein. |
P Projekt |
Beschreibung |
Notiz |
1 |
Rolleninstallation |
Die beiden Rollen sind horizontal nach oben und unten angeordnet, mit einem integrierten Torbogen. |
|
2 |
dynamisches System |
Dual-Motor-Drehmoment-Dual-Output-Struktur. |
|
3 |
Rollwelle |
Lagerspiel-Einstellgerät, mit Ölschmiereinrichtung. |
|
4 |
Pole-Piece-Walze |
Hochlegierter Schmiedestahl, doppelte Mittelfrequenz-Induktionsabschreckung, Elektroschlacke-Umschmelzverfahren. |
9Cr3mo |
5 |
Laufgeschwindigkeit |
0 ~ 30 m / min, digitale Einstellung, stufenlose Geschwindigkeitsänderung, CNC-System mit variabler Frequenzgeschwindigkeitssteuerung. |
|
6 |
Arbeitsdruck |
Zur Druckbeaufschlagung werden zwei Hydraulikstationen verwendet. |
Online-Spannungsregelung |
7 |
Walzenspalteinstellung |
0-2 mm digitale Einstellung, automatische Abstandseinstellung. |
Die minimale Einstelleinheit beträgt 0,001 mm |
8 |
Walzenreinigung |
Automatische Walzenreinigung |
|
9 |
S Sicherheitsschutz |
Einziehender Handschutz des Edelstahls wird angenommen. Ausgestattet mit Notstopp und Pause. |
|
4.4.2 Automatische Rollenwischvorrichtung (nur Minuspol, wie in Bild 5 dargestellt)
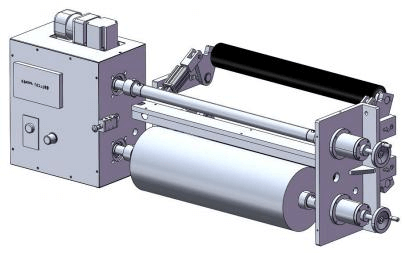
Abbildung 5
Funktionsbeschreibung: Der Vliesstoff wird durch Bewegen auf der Rolle gewischt, und die obere und untere Rolle werden gleichzeitig gewischt; Walzenwischgeschwindigkeit einstellbar; Der Vliesdruck auf der Rolle ist einstellbar.
4 . 5 Geschlossenes Wicklungssystem mit konstanter Spannung (wie in Abbildung 6 gezeigt)
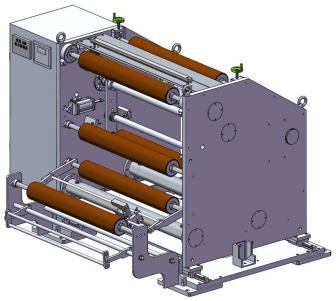
Abbildung 6
Nein. |
P Projekt |
D beschreibe |
Notiz |
1 |
Empfangsteil |
φ 76 mm x 750 mm aufblasbare Wellenabwicklung, Sperrventildesign, ausgestattet mit Luftpistole |
|
2 |
Empfangsplattform |
Pneumatisches Anheben der vorderen Aufnahmeplattform aus Stahlblech und der Pressplatte |
|
3 |
Spannungskontrolle |
Schwingrollentyp, reibungsarmer Zylinder steuert die Spannung, und der Sensor erkennt und zeigt die Spannung an |
|
4 |
Abweichungskorrektursystem |
Fotoelektrische Abweichungskorrektur und lineare Führungsschiene (der maximale Bewegungsbereich beträgt 100 mm) |
|
5 |
Abweichungskorrekturmotor |
Dongdeng Abweichungskorrekturstellglied |
|
6 |
Wickelkraft |
Wickelmotor (2,2kW) |
|
7 |
Enteisenung nach dem Walzen |
Elektromagnetisches Polstück-Eisenentfernungsgerät, Magnetkraft des Magnetstabs 10000 ~ 12000 Gauss |
|
4 .6 SPS-Touchscreen-Steuerungssystem
Nein. |
P Projekt |
D beschreibe |
Notiz |
1 |
Systemzusammensetzung |
Abwickelspannungsregelung, fotoelektrische Abwickelabweichungskorrektur und Abweichungskorrekturmotorsteuerung, Schneidmotorsteuerung, Hauptantriebssteuerung des Walzwerks, Konstantdruck-Hydraulikstationssteuerung, Aufwickelmotorsteuerung, Aufwickelspannungsregelung, fotoelektrische Aufwickelabweichungskorrektur und Abweichungskorrekturmotorsteuerung |
|
2 |
Betriebslayout |
Steuerung von Bremsen, Nothalt und Federung. |
|
3 |
Hauptfunktion |
Es ist mit einem Untersteuerungsbetrieb zum Einziehen und Freigeben und einer Hauptbetriebskonsole ausgestattet, und alle Betriebsteile sind mit einem Notfall ausgestattet |
|
4 |
Hilfsfunktionen |
Stop- und Pause-Tasten (dynamisches Bremsen). |
|
5 |
sichern |
Es kann die Betriebsgeschwindigkeit, den Druck, den Abstand zwischen den Rollen und andere Anweisungen digital einstellen |
|
6 |
Zählfunktion |
Vollständiger CNC-Betrieb von. |
|
4.7 E Anforderungen an die Geräteinstallation
4.7.1 Stromversorgung: 3Ph 380V, 50Hz, Spannungsschwankungsbereich: +8%~ – 8%; Die Gesamtleistung des Netzteils beträgt 60 K W plus 10 % Sicherheitsfaktor.
4.7.2 Druckluft: Nach dem Trocknen, Filtern und Stabilisieren: Der Ausgangsdruck ist größer als 0,6 ~ 0,8 MPa; Luftröhre ist Φ 8 。
4.7.3 Umgebungstemperatur: ≤ 28 ℃.
4.7.4 relative Luftfeuchtigkeit: RH ≤ 85 %.
4.7.5 sicherzustellen, dass die Luft auf der Baustelle trocken und frei von Säure-Base-Korrosion ist.
4.7.6 Fundament für die Installation des Hauptmotors: Die Dicke des Fundamentzementes im Hauptlagerbereich beträgt nicht weniger als 40 cm und in anderen Bereichen nicht weniger als 10 cm; Der Hauptteil der Ausrüstung (Batteriepolwalzwerk) muss auf einem Betonfundament mit einer Bodentragfähigkeit von mindestens 10 installiert werden T /m2.
5. Technische Parameter
5.1 Hauptprozessparameter
Nein. |
P Projekt |
D beschreibe |
Notiz |
1 |
Effektive Abmessung der gewalzten Oberfläche |
Ф800mmx750mm, e effektive Rollbreite 200~680mm |
|
2 |
Liniendruck zwischen zwei Rollen |
Max4000KN |
|
3 |
Nicht abbauende Härteschicht |
Mindestens 19 mm |
|
4 |
Rollenhärte |
HRC≥67, h Härtegleichmäßigkeit ≤ HS ± 2 |
Testbericht vorzeigen |
5 |
Rauheit der Walzenoberfläche |
Ra ≤ 0,2 |
Testbericht vorzeigen |
6 |
Geradheit der Rolle |
≤±0,0015 mm |
|
7 |
Rundlauf eingebaut |
≤±0,0025 mm |
|
8 |
Walzspalt einstellbarer Bereich |
0-2,0 mm, d igital einstellung einstellung genauigkeit 0,001 mm . Die linken und rechten Lücken zwischen den beiden Walzen sind konsistent |
|
9 |
Rollgenauigkeit |
≤±0,0015 mm (Beschichtung Genauigkeit ≤ ± 0,003 mm) |
|
10 |
Genauigkeit der Druckregelung |
≤0,15T |
|
1 1 |
Laufgeschwindigkeit der Ausrüstung |
Max30m/min |
|
1 2 |
Schnittbreite |
200mm-680mm |
|
1 3 |
Maximaler Auf- und Abwickeldurchmesser |
ф500mm |
|
1 4 |
Maximale Ein- und Ausrollbreite |
680mm |
|
1 5 |
Maximales Ein- und Ausrollgewicht |
500Kg |
|
1 6 |
Spulenzylinderdurchmesser |
Φ76mm |
|
17 |
Rundlauffehler der Wickelwelle im Anlagenbetrieb |
≤±0,03 |
|
18 |
Rollfläche der Auf- und Abwickelwelle |
≤0,15 |
|
19 |
Rauheit Ra |
≤±0,03 |
|
20 |
Koaxialität der Wickelwelle |
max. 0,2mm |
|
21 |
Genauigkeit der Abweichungskorrektur |
0 ~ 50 N einstellbar |
|
22 |
Maximale Auf- und Abwickelspannung |
Mit Ausnahme von Edelstahl, Oberflächenbehandlung und beschichteten Teilen ist die Oberfläche anderer Teile des Rumpfes mit internationaler weißer Computerfarbe beschichtet |
|
23 |
Gerätefarbe |
(es kann gemäß der vom Kunden bereitgestellten Farbkarte gespritzt werden) |
|
24 |
Umrissmaß |
Ungefähr 3,9 m × 1,8 m × 1,8 m × 2,9 m (Länge × Breite × Höhe) |
|
25 |
Umriss des Rollens Pressmaschine Fließband |
Etwa 28 Tonnen |
|
26 |
Gesamtgewicht der Maschine |
Ungefähr 30 Tonnen |
|
27 |
Hauptstrom |
Ungefähr 44 KW |
|
6. Angehängte Daten und Zubehör
6.1 eine Kopie des Gerätebetriebshandbuchs, des Wartungshandbuchs und der relevanten Daten, einschließlich Gerätezeichnungen, Schalt- und Elektrodiagramme von Maschinen und Hauptteilen und Zubehör.
6.2 eine Liste der gefährdeten Teile (mit Angabe von Modell, Material, Lieferant und anderen Informationen der gefährdeten Teile, einschließlich des Diagramms der gefährdeten Teile).
Nein. |
P Projekt |
D beschreibe |
Notiz |
1 |
Zusammensetzung von Ersatzteilen |
1 Satz spezielle Wartungswerkzeuge |
|
2 |
Gefährdete Teile |
1 Satz hydraulische Rohrleitungsdichtung, 1 Ober- und 1 Untermesser, 2 Abstreifer |
|
6.3 Sicherung des SPS-Programms.



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

