 English▼
English▼




- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Coaters
- PVD Coater
- Hydraulikpresse
- Large Press Machine
- Planetenrührwerk / Mühle
- Kugelmühle
- Labormaschine
- Cutting Machine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Hydraulischer Rolle-zu-Rolle Druckgesteuerter Kalander
Model Number:
TMAX-GD210-330Delivery Time:
5 days
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- Wechat : 18659217588
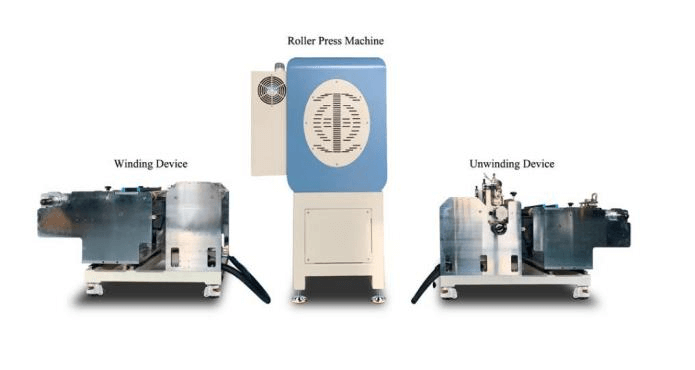
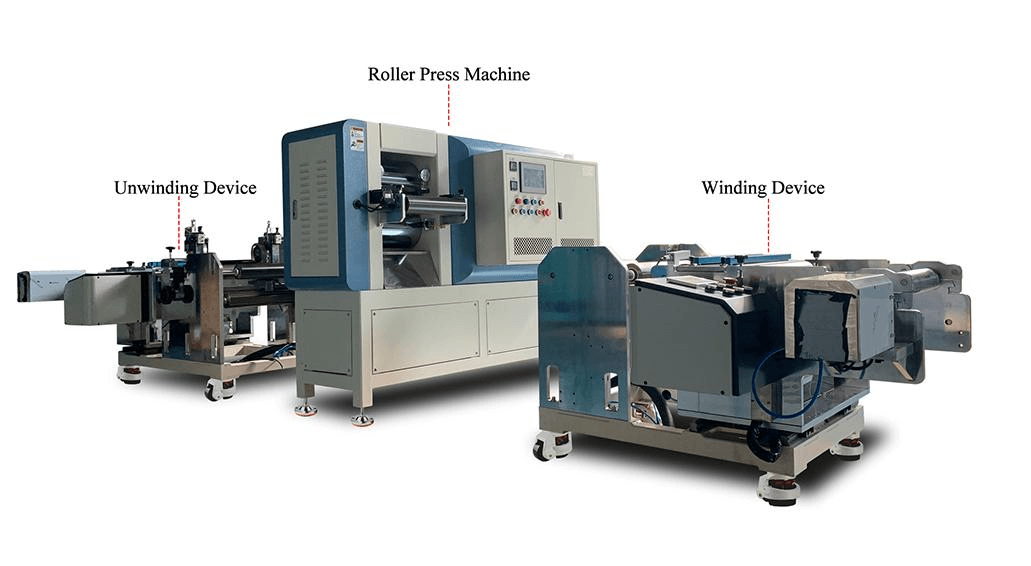
Druckgesteuerte hydraulische Heißwalzenpresse von Rolle zu Rolle
Das Rollen Drücken Sie ist die Hauptausrüstung in der kontinuierlichen Walzproduktionslinie. Es besteht aus einem Portalrahmen aus Stahlguss, Walzen, einem Untersetzungsgetriebe mit Frequenzumwandlung, einem Gas-Flüssigkeits-Boostersystem, einem Spalteinstellsystem, einem elektrischen Steuersystem, einer Vorschubschutzplatte und einem Reinigungsmechanismus für die Walzenoberfläche.
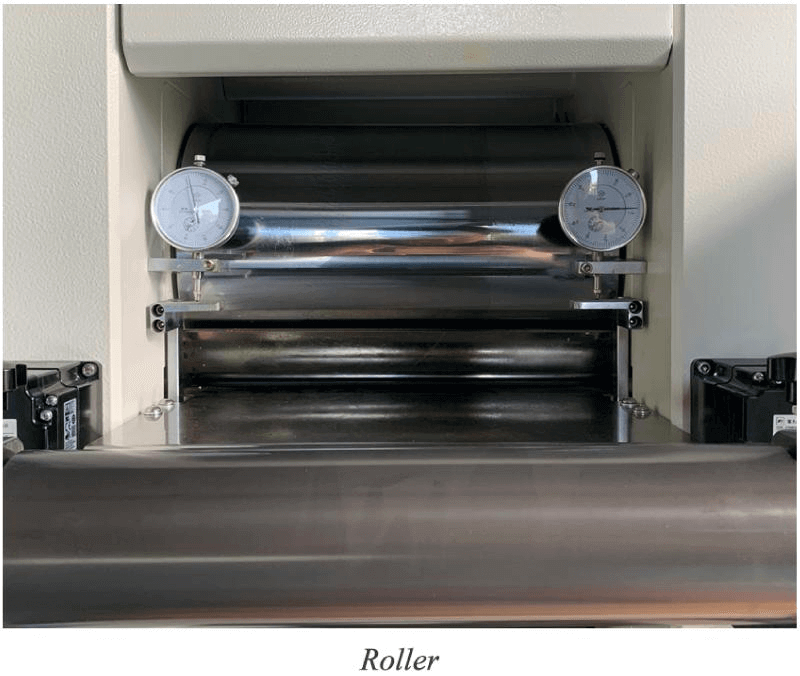
Die Hauptfunktion besteht darin, die Elektrode Erreichen Sie eine geeignete Dichte unter dem Rollen der Walze und erfüllen Sie die Polstückdickenanforderung entsprechend der Beschichtungsdicke. Dieses Gerät verwendet ein Servo zum Einstellen des Walzenspalts, und die Liniengeschwindigkeit wird vom Frequenzumrichter angepasst, um eine stufenlose Geschwindigkeitsregelung zu realisieren.
1. Gerätekonfiguration und Parameter
Rollenspezifikationen |
∮210X330mm (Durchmesser der Rollenoberfläche × Breite der Rollenoberfläche) |
Maschinengeschwindigkeit |
2 ~ 8 U/Min |
Maschineneffizienz |
0,8 ~ 5M/min Polstück oder Folientyp |
Gleichmäßigkeit der Beschichtung |
±0,002 mm (Benutzergarantie) |
Dickengleichmäßigkeit von Elektrode nach dem Rollen |
≤±0,002mm Unter der Prämisse, dass der Anwender die Gleichmäßigkeit der Beschichtung garantiert, ist die Anordnung der Andruckrollen horizontal nach oben und unten angeordnet. |
Aussehen der Maschine |
Computer grau, blau, mit 2 eingebauten Messuhren; Schutzvorrichtungen in Warnfarbe lackiert |
Die Hauptfunktion |
Der Polschuh erreicht unter dem Abrollen der Walze eine bestimmte Dicke. Das Speziallager für das Lagerwalzwerk |
Schmieren |
3 # Lithiumfett |
Wirksam rollen Breite |
300mm |
Material |
Hochlegierter kaltgewalzter Stahl der Serie 9Cr3Mo |
Oberflächenhärte |
HRC66 und höher |
Abschreckschichttiefe |
18 ~ 25mm |
Verchromung auf Rollen |
≥0,18 MM |
Sprung des Rollendurchmessers |
≤ ± 0,002 mm |
Rauheit der Walzenoberfläche |
Ra ≤ 0,04 |
Walzenspalteinstellung |
Die Einstellschraube treibt den Mittelkeil zum Einstellen an |
Walzspalt-Einstellbereich |
0 ~ 2,0 mm |
Rollenantrieb |
Zykloidenreduzierer |
Hauptmotorleistung |
0,75 kW (380 V, 50 Hz) |
Druckmethode |
Elektrische Hydraulikpumpe |
Technische Daten des Hydraulikzylinders |
Bohrungsdurchmesser φ63mm Hub 15mm |
Maximal Arbeitsdruck |
37T an × 2 |
Arbeitsöldruck |
40 MPa |
größten Druck |
60 MPa |
Host-Gewicht |
ungefähr 1 T |
Heizung |
Das Heizsystem mit geschlossenem Regelkreis besteht aus einem Omron-Temperaturregler, einem Halbleiterrelais und einem Thermoelement vom Typ K |
Heizleistung |
1,6 kW * 2 |
Stromspannung |
220V |
Temperaturgenauigkeit |
± 2℃ |
Maximal Temperatur |
130℃ |
2. Abwickeln
Wickeln Sie die Rolle ab |
Aufblasbarer Schaft mit Steuerventil, ausgestattet mit aufblasbarer Pistole Spezifikationen: 3 Zoll * 350 mm |
Spannungskontrolle |
Nenndrehmoment der Magnetpulverbremse 25 N.M |
Spannungseinstellbereich |
0~25kg |
Korrekturkontrolle |
Photoelektrische Abweichungskorrekturvorrichtung |
Geführte Steuerung |
Linearlagerführung |
gesamte Bewegungslänge |
±50mm |
Teilgewicht |
etwa 80 kg |
3. Zurückspulen
Funktion |
Rollen Sie das gerollte Polschuhmaterial auf den Dorn |
Spule |
Aufblasbarer Schaft mit Steuerventil, ausgestattet mit aufblasbarer Pistole Spezifikationen: 3 Zoll * 350 mm |
Spannungskontrolle |
Nenndrehmoment der Magnetpulverbremse 25 N.M |
Spannungseinstellbereich |
0~25kg |
Korrekturkontrolle |
Photoelektrische Abweichungskorrekturvorrichtung |
Genauigkeit der Korrektur |
±0,2 mm |
Geführte Steuerung |
Linearlagerführung |
gesamte Bewegungslänge |
±50mm |
Antrieb |
Treiben Sie die Aufwickelwelle durch das Motoruntersetzungsgetriebe und die Magnetpulverkupplung |
Leistung des Wickelmotors |
0,75KW (380V 50Hz) |
Teilgewicht |
etwa 80kg |
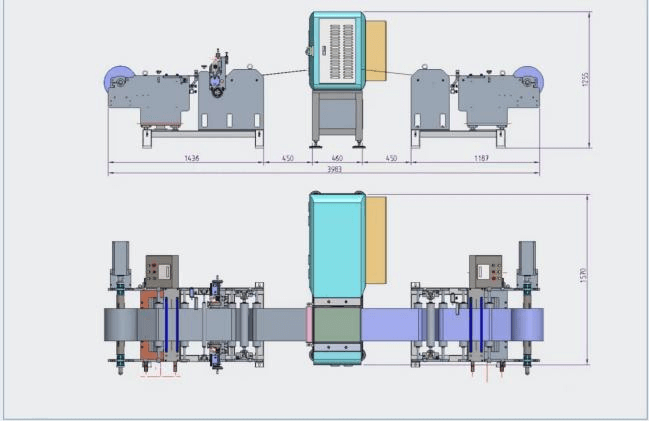
Unter Größe Pro Hinweis :
Rollen Drücken Sie Teil : L 1 58*B80*H129cm
Wi finden System : L 120* W 125* H 74 cm
Abrollsystem: L147*B124*H95 cm
Pi struktur Pro Hinweis:






 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

