 ru
ru English
English









- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Coaters
- PVD Coater
- Hydraulikpresse
- Large Press Machine
- Planetenrührwerk / Mühle
- Kugelmühle
- Labormaschine
- Cutting Machine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Automatische Produktionsanlage für Polymerbatterien für die Produktionslinie für Mobiltelefonbatterien
Model Number:
TMAX-Polymer-PackPlace of Origin:
ChinaUpdate:
Optional:
Xiamen PortZahlung:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Automatische Produktionsanlage für Polymerbatterien für die Produktionslinie für Mobiltelefonbatterien


1. Ausrüstung F Salbung ich Einführung
Die automatische Produktionslinie wird hauptsächlich verwendet, um den Produktionsprozess für Akkus von Mobiltelefonen abzuschließen.
Der Prozessablauf umfasst:
1)S Polymer-Batterie Tab Gestaltung ,
2) OCV-Test,
3) Batterielasche Schneiden,
4)W alt,
5)D beidseitig klebend einfügen ,
6) BMS biegen,
7)A haftend einfügen und Bildung,
8)F fertige Batterie testen;
9) FPC-Schwammkleber einfügen .
Je nach Prozessablauf und technischen Anforderungen ist die Verpackungslinie mit den folgenden 5 Geräten verbunden:
(1)A Automatische Fütterung + multifunktional m Maschine ;
(2) Automatische Laserschweißmaschine ;
(3) Doppelseitiges Klebeband + L-förmiges Biegen von Nickelblech + Biegemaschine für Schutzplatten ;
(4) Automatische Kopfklebemaschine .

2.Prozessablauf

3.Technische Parameter
1. Anwendbarer Bereich der Batteriegröße (Einheit: mm):
Länge: 40–130 mm (ohne Polschuhlänge)
Breite: 30-70 mm
Dicke: 3-10 mm
Stollenlänge: 4-20 mm
2. Umweltbedingungen:
Luftdruck der Luftquelle: 0,5 ~ 0,6 MPa
Versorgungsspannung: 220 V, 50 Hz
Totale Kraft: ≤ 15kw
Flächentragverhältnis: ≤ 500 kg / M ²
Umgebungstemperatur: 5 º C-50 º C
Luftfeuchtigkeit: 50 % - 90 %
3. Effizienz der Produktionslinie: ≥ 900 Stück / Std
4. Ausrüstungsnutzungsrate: > 98%
5. Produktqualifizierungsrate: > 98%
6. Die Zuführ- und Entladerichtungen des Geräts müssen konsistent sein, und das Ende des elektrischen Kerns muss der Betriebsfläche des Geräts zugewandt sein.
7. Prozessanwendbarkeit: Anwendbar auf Softpack-Batterien mit dem gleichen Prozess.
8. Erfüllen Sie die Produktionssicherheitsanforderungen, einschließlich Produktsicherheit und Batteriesicherheit.
9. Gesamtabmessung (ohne Fließband):
Drahtkörper: 9200 (lang) * 1200 (Breite) * 1900 (Höhe) mm
Höhe der Montagelinie: 900 mm ± 50mm
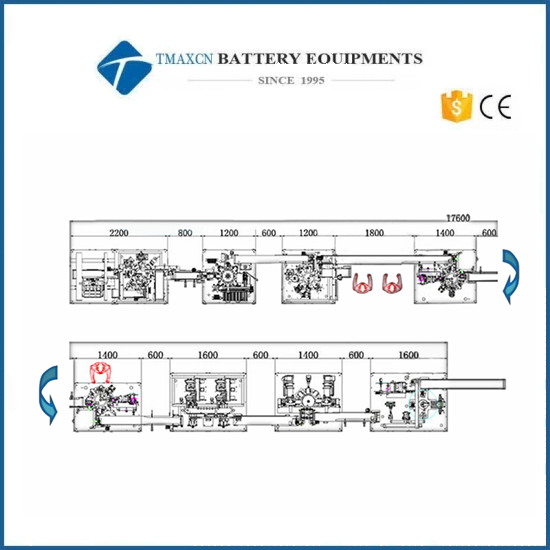
4.Gesamtausrüstungslayout und Beschreibung des Arbeitsablaufs der Ausrüstung
Gesamtlayout des Linienkörpers:

Hinweis: Die Linie umfasst 4 Personen, von denen eine für die Schutztafel der Lasermaschine verantwortlich ist;
2 Personen sind für die Montage der Gummihülle zuständig;
Eine Person ist für die Beschickung, Inspektion der gesamten Linie und den Austausch von Materialien wie Klebeband verantwortlich.
Funktions- und Aktionsanforderungen einzelner Geräte:
(1)Automatische Fütterung + Multifunktionsmaschine:
1) Funktionale Aktion
① Die Batterie wird automatisch von der Fütterungsschale durch die Fütterungsmaschine und die Montagelinie der Fütterungsmaschine geladen Positionierzylinder wird positioniert;
② Der Schichtmanipulator greift die Batterie von der Lademaschinen-Montagelinie zur Multifunktionsmaschinen-Zuführmontagelinie. Der Akku kann um 90 gedreht werden ° oder nach Belieben umgedreht;
③ Der elektrische Kern tritt durch die Zuführmontagelinie der Multifunktionsmaschine ein. Nach der elektr Kern ist positioniert, er wird vom Beschickungsmanipulator zur Beschickungsstation des Rundtisches gegriffen;
④ Der Drehtisch dreht sich im Uhrzeigersinn, um in die primäre Stangenohrformungsstation für die Stangenohrformung einzutreten;
⑤ Drehen Sie den Drehtisch im Uhrzeigersinn, um die Prüfstation zu betreten, prüfen Sie den Innenwiderstand der Spannung, scannen Sie den Code und laden Sie die Daten hoch;
⑥ Der Drehtisch dreht sich im Uhrzeigersinn, um in die linke Laschenschneidestation einzutreten, um die linke Lasche zu schneiden;
⑦ Der Drehtisch dreht sich im Uhrzeigersinn und tritt in die Schneidestation des rechten Streifens ein, um den rechten Streifen zu schneiden;
⑧ Der Drehtisch verrottet aß s im Uhrzeigersinn; Geben Sie die Registerkarte sekundäre plastische Chirurgie, plastische Chirurgie des Polarohrs ein;
⑨ Der Drehtisch dreht sich im Uhrzeigersinn, um in die Batterieentladestation einzutreten, die Batterie zu entladen und sie zur Zuführleitung der Ausrüstung zu greifen; Die Zelle dreht sich um 90 ° und wird dann 180 ° .
2) Technische Anforderungen
① Kapazität (UPH): ≥1200 Stück / h
② Geräteauslastung: > 98%
③ Qualifizierter Tarif: > 99,5 %
④ Abweichungsbereich der Polschuh-Schnittlänge: ±0,2 mm
⑤ Schneidelebensdauer ≥400000 mal
⑥ Genauigkeit der Spannungsprüfung: ±0,01 % rdg. ±3dgt ( Nach der Genauigkeit des Testers);
⑦ Genauigkeit des Innenwiderstandstests: ± 0,5 % v. Mw. ± 5 dgt ( Nach der Genauigkeit des Testers);
⑧ Fehleinschätzungsrate: Sie muss 100 % bei Kanal-OK-Produkten und ≤ 0,3 % bei Kanal-ng-Produkten betragen;
⑨ Scannen Sie den Code der Zelle, binden Sie die Testdaten und laden Sie sie hoch.
⑩ Das Material kann von der gestapelten Kunststoff-Saugschale entnommen werden. Das Tablett kann nicht mit dem Tablett verbunden werden. Der Akku kann bei der Rücknahme nicht beschädigt werden. Die leere Schale wird nach der Materialentnahme automatisch entnommen und zu einem Stapel sortiert;
⑪ Gesamtabmessung (ohne Montageband):
2200 (Länge)*1200 (Breite)*1900 (Höhe) mm.
⑫ Materialgröße:
Notiz: T Die Belastung des elektrischen Hubtisches zum Laden von Kernen beträgt weniger als oder gleich 40 kg.
N ein Ich |
Länge (mm) |
Breite (mm) |
Dicke (mm) |
R Bemerkungen |
Saugen P elastisch T Strahl |
270-420mm |
215-350 mm |
Stapelhöhe mehrerer Lagen ≤ 250 mm |
Die Anzahl der elektrischen Zellen in jedem Panel beträgt 2 - 8 |
Batterie |
40 - 140mm |
35 - 80mm |
3 - 8mm |
3) Schlüsselkonfiguration
① Tester: Lanqi BK600A, 1 Satz
② Scanpistole: Honeywell, 1 Satz
(2) Laserschweißmaschine:
1) Funktionale Aktion
① Die Batterie tritt durch die Zuführmontagelinie in die Lasermaschine ein, wird vom Zuführmanipulator zur Sekundärpositionierung gegriffen und die Batterie dreht sich um 90° ° ;
② Der Lademanipulator greift die Batterie von der sekundären Positionierung zur Ladestation des Drehtellers, und die Batterie dreht sich um 45 ° ;
③ Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Stangenohrformungsstation für die Stangenohrformung einzutreten;
④ Der Drehtisch dreht sich gegen den Uhrzeigersinn und tritt in die Zuführstation der Schutzplatte ein, um die Schutzplatte zu laden;
⑤ Der Drehtisch dreht sich gegen den Uhrzeigersinn und tritt in die Schutzplattenpositionierstation ein, um die Schutzplatte zu positionieren;
⑥ Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Laserschweißstation zum Laserschweißen einzutreten;
⑦ Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Batterie einzutreten
Entladestation, entladen Sie die Batterie und greifen Sie sie an die Zuleitung des Geräts.
2) Technische Anforderungen
① Kapazität (UPH): ≥ 1200 Stück/Stunde;
② Geräteauslastung: > 98 %;
③ Qualifizierter Tarif: > 99,5 %;
④ Positionsgenauigkeit beim Laserschweißen: ± 0,02 mm;
⑤ Überprüfen Sie die Schweißposition des Schutzblechs und der Elektrodenfahne des Elektrokerns sowie die Positionsgenauigkeit: ± 0,1 mm;
⑥ Vorbeurteilung des Punktschweißens (schweißen, wenn die Schutzplatte und die Elektrodenfahne des elektrischen Kerns in Ordnung sind, und sie ohne Schweißen entfernen, wenn NG);
⑦ Schweißfestigkeitsstandard: Zugkraft von Nickel und Nickelwerkstoffen ≥ 2kgf, Zugkraft von Aluminium- und Nickelmaterialien ≥ 0,6 kgf;
⑧ Die positive und negative Ohrenergie des Laserschweißens kann separat eingestellt und frei geschaltet werden (Hinweis: Der Hersteller der Lasermaschine ist für diesen Punkt verantwortlich, und der Hersteller des Drahtkörpers ist für das Auslösen der Verbindung usw. verantwortlich).
⑨ Gesamtabmessung (ohne Montageband):
1200 (Länge)*1200 (Breite)*1900 (Höhe) mm.
⑩ Materialgröße:
Name |
Länge (mm) |
Breite (mm) |
Dicke (mm) |
Bemerkungen |
Schutzplatte |
25-80mm |
FPC durchhängend 5-30 mm |
0,6-1,2mm |
(3) Doppelseitiges Klebeband + L-förmiges Biegen von Nickelblechen + Biegemaschine für Schutzplatten:
1) Funktionale Aktion
① Die Batterie gelangt über die Zuführmontagelinie in die Biegemaschine für doppelseitiges Klebeband + L-förmiges Nickelblech + Schutzplattenbiegemaschine. Nachdem die Elektrozelle positioniert ist, wird sie vom Beschickungsmanipulator zur Drehtellerladestation gegriffen;
② Drehen Sie den Drehtisch gegen den Uhrzeigersinn, um in die Klebestation einzutreten und das Kleben des doppelseitigen Klebstoffs an der Bechermündung abzuschließen.
③ Der Drehtisch dreht sich gegen den Uhrzeigersinn und tritt in die L-förmige Nickelblech-Biegestation ein, um das L-förmige Nickelblech zu biegen;
④ Der Drehtisch dreht sich gegen den Uhrzeigersinn und tritt in die Formstation ein, um das L-förmige Nickelblech zu formen, um die Passung sicherzustellen;
⑤ Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die FPC-Formstation einzutreten, um die FPC zu formen;
⑥ Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Schutzplatten-Biegestation einzutreten und die Schutzplatte um 90° zu biegen °
⑦ Der Drehtisch dreht sich gegen den Uhrzeigersinn und fährt in die Batterieentladestation ein. Die Batterieentladung wird direkt vom Manipulator zum Zuführungsband der Ausrüstung gegriffen;
⑧ Nach dem manuellen Abschluss der Prozesse des manuellen Installierens der Gummihülle, des manuellen Faltens der Schutzplatte und des manuellen Faltens der weichen und harten Kombinationsplatte am Fließband fließt die Batterie in die Ausrüstung.
2) Technische Anforderungen
① Kapazität (UPH): ≥ 1000 Stück / h;
② Geräteauslastung: > 98 %;
③ Qualifizierter Tarif: > 99,5 %;
④ Innendurchmesser des doppelseitigen Klebezylinders (mm): ∅ 76;
⑤ Klebegenauigkeit: ± 0,25 mm;
⑥ Biegewinkel: kleiner oder gleich 90;
⑦ Der elektrische Kern, die Schutzplatte und ihre Komponenten müssen geschützt werden, um Beschädigungen zu vermeiden;
⑧ Gesamtabmessung (ohne Montageband):
1200 (Länge)*1200 (Breite)*1900 (Höhe) mm.
(4) Vollautomatische Kopfklebemaschine:
1) Aktionsfunktion
① Die Batterie gelangt durch die Zuführleitung in die Kopfklebemaschine. Nachdem die Elektrozelle positioniert ist, wird sie vom Beschickungsmanipulator zur Drehtellerladestation gegriffen;
② Drehen Sie den Drehtisch gegen den Uhrzeigersinn, um in die Kopfklebestation zu gelangen, und kleben Sie den sich bildenden Klebstoff auf die Oberseite der Batterie.
③ Drehen Sie den Drehtisch gegen den Uhrzeigersinn, um in die Klebeverpackungsstation zu gelangen, und wickeln Sie die Ohren auf beiden Seiten des Formklebers auf die Rückseite der Batterie.
④ Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Leimverpackungsstation einzutreten und die Oberseite des Kopfes, der Leim bildet, auf die Rückseite der Batterie zu wickeln;
⑤ Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Batterieentladestation einzutreten, die Batterie zu entladen und sie zur Zuführleitung der Ausrüstung zu greifen.
2) Technische Parameter
① Kapazität (UPH): ≥ 1100 Stück/Stunde;
② Geräteauslastung: > 98 %;
③ Qualifizierter Tarif: > 99,5 %;
④ Innendurchmesser des doppelseitigen Klebezylinders (mm): ∅ 76;
⑤ Klebegenauigkeit: ± 0,25 mm;
⑥ Gesamtabmessung (ohne Montageband):
1400 (Länge)*1200 (Breite)*1900 (Höhe) mm.
5.Allgemeine Anforderungen an die Ausrüstung
(1) Allgemeine Nutzungsanforderungen
1) Jedes Stationsgerät kann unabhängigen Betrieb oder Bindungsbetrieb auswählen und Daten entsprechend den Anforderungen jedes Moduls speichern.
2) Die Werkzeughalterung kann ausgetauscht werden und ist für andere Produktmodelle geeignet.
3) Leicht verschlissene Teile müssen separat austauschbar sein.
4) Die Schrauben in den Stationen mit hoher Geräteaktivität und -stärke müssen rutschfest behandelt werden, und an den Schraubenlöchern von Bakelit und anderen Teilen müssen Zahnspangen angebracht werden.
5) Vermeiden oder schützen Sie die Teile, die den elektrischen Kern beschädigen können, wie z. B. Herunterfallen, Quetschen, Kratzen, Schweißen usw.
6) Die elektrostatische Behandlung der gesamten Ausrüstung muss den entsprechen
Anforderungen des Unternehmens, und die Kontaktteile der Schutzplatte müssen aus antistatischen Materialien bestehen.
7) Jedes Gerät muss separat mit Beleuchtungseinrichtungen ausgestattet werden, und Energiesparlampen sind erforderlich.
8) Produktschutz und Qualitätskontrolle:
① Nicht niedriger als die Anforderungen des bestehenden manuellen Linienbetriebs (siehe Produktprozess-Flussdiagramm für Details).
② Der Betriebsprozess erfordert, dass der Batterie-Barcode das Schließen der Karte realisiert, um eine fehlende Verarbeitung und den Abfluss fehlerhafter Produkte zu vermeiden.
(2) Mechanische Sicherheitsanforderungen
1) Befolgen Sie die nationalen Sicherheitsstandards und nationalen Sicherheits- und Gesundheitsvorschriften.
2) Die Ausrüstung muss mit guten und umfassenden Sicherheitsschutzmaßnahmen versehen sein, wie z. B. Schutznetz, Lichtschranke, Schutzgitter und andere Schutzvorrichtungen. Die rotierenden Teile, gefährlichen Teile und gefährlichen Teile an der Ausrüstung müssen mit Schutzvorrichtungen versehen sein.
3) Schutzvorrichtungen und andere Einrichtungen müssen verhindern, dass Bediener den gefährlichen Bereich des Betriebs betreten, oder wenn Personal versehentlich den gefährlichen Bereich betritt, kann die Ausrüstung die entsprechende Schutzmaßnahme wahrnehmen, die wahrscheinlich keine Verletzung des Personals verursacht, dh der Schutz Geräte müssen die Verbindung und Verriegelung mit dem Steuerungssystem der Ausrüstung realisieren.
4) Bewegliche Teile und Komponenten, die häufig eingestellt und gewartet werden, müssen mit beweglichen Schutzabdeckungen ausgestattet sein. Falls erforderlich, muss eine Verriegelungseinrichtung installiert werden, um sicherzustellen, dass bewegliche Teile nicht gestartet werden können, ohne die Schutzeinrichtung (einschließlich Schutzabdeckung, Schutztür usw.) zu schließen; Sobald die Schutzeinrichtung (einschließlich Schutzabdeckung, Schutztür usw.) geöffnet wird, muss das Gerät sofort automatisch stoppen.
5) Die Übertragung, Aktion, Strahlung und andere Teile des Geräts müssen über gute Bildschirmschutzvorrichtungen verfügen.
6) Der Betriebsmechanismus der Ausrüstung, wie Griff, Handrad und Zugstange, muss mit bequemer Bedienung, Sicherheit und Arbeitsersparnis, klaren, vollständigen, festen und zuverlässigen Markierungen eingestellt werden.
(3) Elektrische Sicherheitsanforderungen
1) Das Steuersystem kann sicherstellen, dass die Energieversorgung der Ausrüstung im Falle einer Anomalie keine Gefahr verursacht und die Ausrüstung selbst nicht beschädigt oder Personal verletzt wird.
2) Das Steuersystem muss weit entfernt von brennbaren, explosiven, hohen Temperaturen, hoher Feuchtigkeit und stark korrodierenden Bereichen sein. Wenn es unvermeidlich ist, müssen notwendige Abschirmmaßnahmen getroffen werden und der Schaltschrank gute Wärmeabfuhrbedingungen haben. Die Steuerleitung muss sicherstellen, dass sie auch bei Ausfall oder Beschädigung der Leitung keinen Schaden verursacht.
3) Das Steuersystem muss an einer für die Bedienung und Beobachtung durch den Bediener bequemen Position platziert werden. Das Gerät ist entsprechend den spezifischen Bedingungen mit den erforderlichen Not-Aus-Tastern ausgestattet. Der Not-Halt-Mechanismus muss selbsthemmend sein und seine Betriebsfarbe ist rot. Wenn eine Hintergrundfarbe vorhanden ist, muss die Hintergrundfarbe schwarz sein. Die Bedienteile des knopfbetätigten Schalters müssen vom Handflächendrucktyp oder vom Pilzkopftyp sein.
4) Elektrisches Kontrollsystem der Ausrüstung: mit Überlastschutz- und Kurzschlussschutzfunktionen.
5) Während der Inspektion, Einstellung und Wartung müssen Produktionsanlagen, die den Gefahrenbereich überwachen müssen, oder Teile des menschlichen Körpers, die in den Gefahrenbereich hineinragen müssen, vor Fehlinbetriebnahme geschützt werden. Wenn das Gerät die persönliche Sicherheit aufgrund eines unbeabsichtigten Starts gefährden kann, müssen obligatorische Sicherheitsschutzvorrichtungen konfiguriert werden, um einen unbeabsichtigten Start zu verhindern.
6) Wenn die Energie versehentlich unterbrochen und dann wieder eingeschaltet wird, muss das Gerät in der Lage sein, einen gefährlichen Betrieb zu vermeiden.
7) Das dreiphasige fünfadrige Stromversorgungssystem wird übernommen, und die Schutzmaßnahmen für die neutrale Verbindung werden für das Gerätegehäuse übernommen.
8) Während des Betriebs des Geräts, wenn eine Komponente ausfällt oder ausfällt
beschädigt ist, verfügt das Gerät selbst über entsprechende Schutzmaßnahmen, die keinen größeren Schaden am Gerät selbst verursachen oder dem Bediener schaden können. Zu den Schutzmaßnahmen gehören hauptsächlich: Aktionslaufzeitschutz: Wenn die tatsächliche Laufzeit einer Aktion den normalen Wert überschreitet, wird ein Alarm ausgelöst; Fehlbedienungsschutz: Durch die laxe Abdichtung und Druckentlastung der Rohrleitung soll ein Alarm ausgelöst werden, wenn die nicht wirkenden Teile wirken.
9) Es gibt Maßnahmen, um Kabelverschleiß um die Steckdose des Verteilerschranks herum zu verhindern, und es gibt keinen Stecker in der Mitte der Stromleitung.
6. Marke und Packliste wichtiger Teile
(1) Marken wichtiger Teile:
NEIN. |
Standardteilkategorie |
Beschreibung der Funktions- und Markenbeschränkungen |
1 |
Rahmen |
Einbrennbehandlung der Oberflächenfarbe |
2 |
Großes Brett |
Die Oberfläche soll mit einer Dicke von 20 mm galvanisiert werden |
3 |
Bearbeitete Teile |
Sandstrahlen und Oxidationsbehandlung für Aluminiumteile und Galvanikbehandlung für Eisenteile |
4 |
Mensch-Maschine |
Marke beschränkt auf vialon |
5 |
SPS |
Omron hat eine dreijährige Garantie und behält sich 10 % Ports vor |
6 |
Netzteil |
Omron, Delta, Mingwei und andere Schaltnetzteile |
7 |
Sensor |
Panasonic, Kearns, Omron |
8 |
Zubehör für elektrische Steuerungen |
Verdrahtungsschiene und andere elektrische Teile müssen mindestens inländische Qualitätsmarken sein |
9 |
Schütz |
Schneider, Omron |
10 |
Knopf |
Schneider, Omron |
11 |
Gewöhnlicher Motor |
Xintaichuang |
12 |
Schrittmotor |
Reyes |
13 |
Servomotor |
Panasonic, Fuji |
14 |
E / A-Platine |
Lesai, Ni, Gugao |
fünfzehn |
Gewöhnlicher Zylinder |
Yadeke, SMC |
16 |
Kolbenstangenloser Zylinder |
Yadeke, SMC |
17 |
Magnetventil |
Jadeke |
18 |
Gasquellenbehandlungskombination |
Jadeke |
19 |
Lager oder Linearlager |
Mismi, NSK, THK und andere Marken |
20 |
Führung |
Shanghai Bank, THK und andere Marken |
21 |
Linearmodul |
Shanghai Silber, Mismi und andere Marken |
22 |
Strukturelle Standardteile |
Shanghai Silber, Mismi und andere Marken |
23 |
IPC |
Yanxiang |
24 |
Monitor |
Philips |
(2) Packliste
NEIN. |
Name |
Menge |
Bemerkungen |
1 |
Packliste |
1 Exemplar |
|
2 |
Konformitätsbescheinigung |
1 Exemplar |
|
3 |
Bedienungsanleitung |
2 Kopien |
|
4 |
Bearbeitungszeichnung von gefährdeten Teilen |
1 Exemplar |
|
5 |
Elektrischer Schaltplan |
2 Kopien |
Elektronische Akte |
6 |
Schematische Darstellung der IO-Verbindung |
2 Kopien |
|
7 |
Gerätewartungshandbuch |
1 Exemplar |
|
8 |
Liste der gefährdeten Teile |
1 Exemplar |
Elektronische Akte |


![]()



![]()
1. Wir liefern Maschinen mit Batterietechnologieunterstützung.
2. Wir liefern vollständiger Satz von Lithium-Batterie-Ausrüstung für Laborforschung, Forschung im Pilotmaßstab und Produktionslinie e.


1 Exportiertes Standardpaket: Interner Kollisionsschutz, externe Exportholzkistenverpackung.
2 Versand per Express, auf dem Luftweg, auf dem Seeweg nach Kundenwunsch, um den am besten geeigneten Weg zu finden.
3 Verantwortlich für den Schaden während des Versandvorgangs, wird das beschädigte Teil für Sie kostenlos ändern.
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

