 English▼
English▼




- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Coaters
- PVD Coater
- Hydraulikpresse
- Large Press Machine
- Planetenrührwerk / Mühle
- Kugelmühle
- Labormaschine
- Cutting Machine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

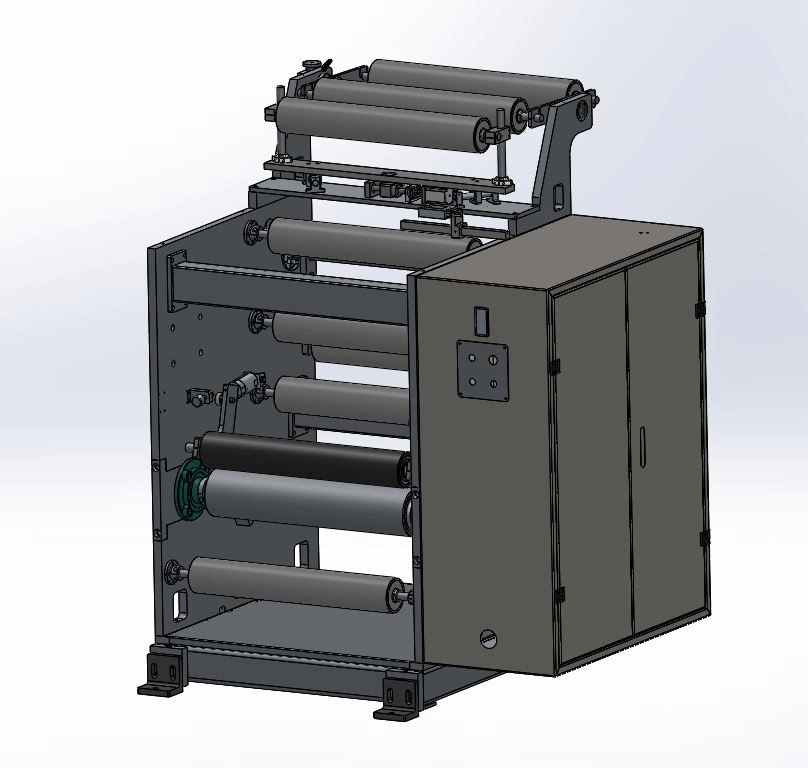
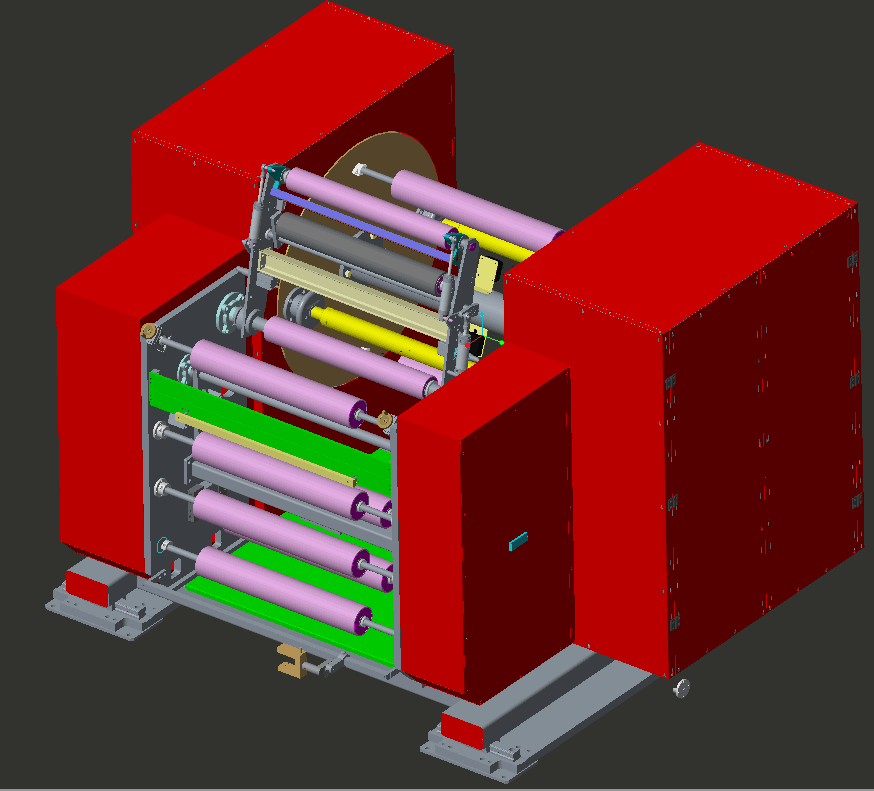
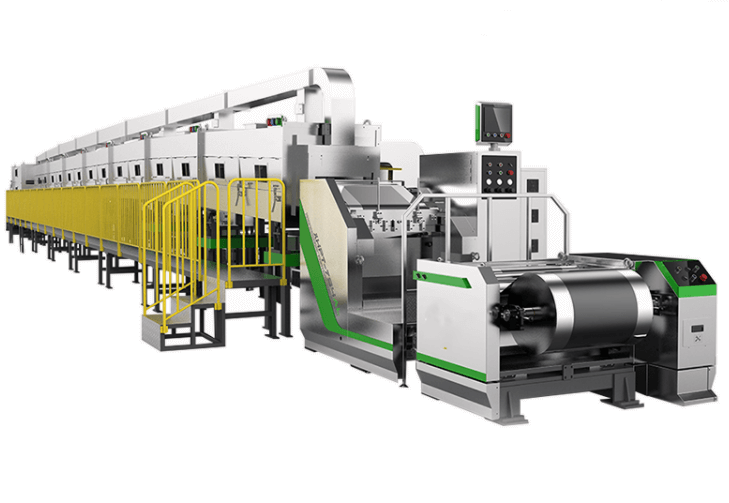
Doppelseitige Schlitzdüsenbeschichtungsmaschine
Model Number:
TMAX-ZL-J750-40Zahlung:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Vorherige:
1 GWh EV Autobatterie LFP 30Ah 50Ah 100Ah Prismatische Zelle Aluminiumgehäuse ZellfertigungslinieNächste:
Luftdichtheitstester (Helium-Erkennung)
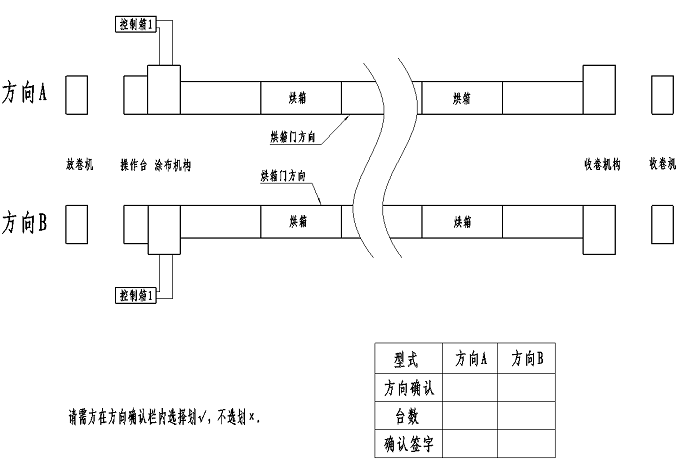
ICH. Kurze Einführung in die Coater-Struktur
1. Abrollmechanismus
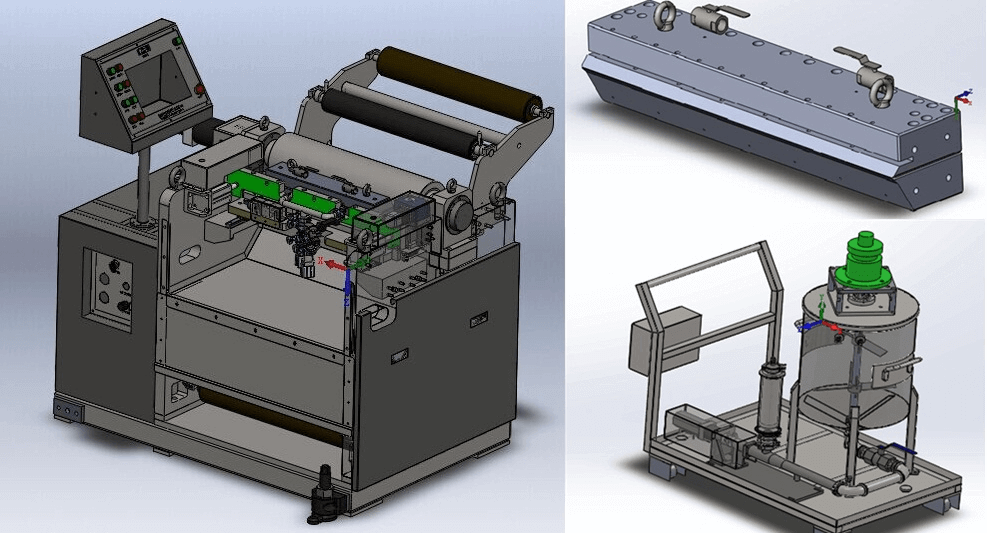
2. Beschichtungsmechanismus (2 Sätze)
3. Ofenmechanismus (Doppelschicht 40m)
4. Zugmechanismus (2 Sätze)
5. Wickelmechanismus
6. Kontrollsystem
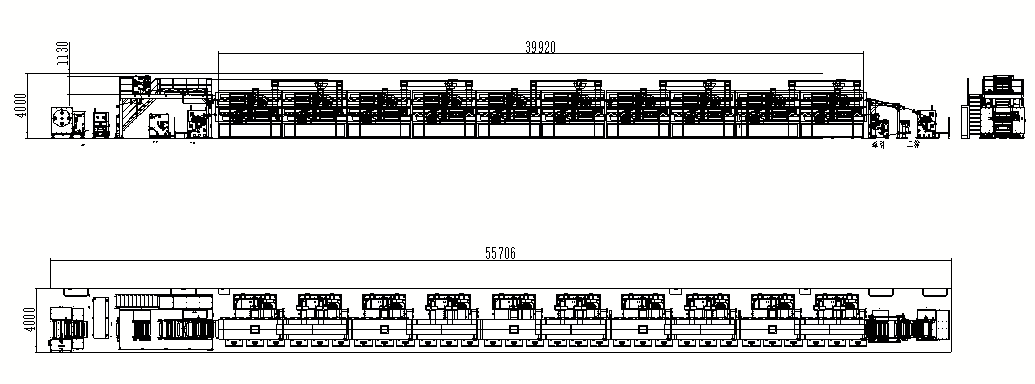
Gesamtgröße und Gewicht der Beschichtungsanlage:
Größe : Länge 55000 mm * Breite 4000 mm (ohne Wartungsraum) * Höhe 4000 mm
W Acht: Ungefähr 40 T
Funktionsübersicht:
ZL - J Serienbeschichtungsmaschine ist eine professionelle Lithium-Batterie-Elektrodenbeschichtungsanlage.
▲ Es ist auf den Beschichtungsprozess von öligem oder wässrigem Lithiumeisenphosphat, öligem Lithiumkobaltoxid, ternärem Lithiummanganat, Nickelkobaltlithiummanganat, öligem oder wässrigem Graphit mit negativem Kohlenstoff, Lithiumtitanat und anderen Aufschlämmungssystemen anwendbar;
▲ Mit dem vollautomatischen PID-Zugregelungssystem mit geschlossenem Regelkreis kann die Genauigkeit der Zugregelung das Niveau von ± 1n erreichen;
▲ importierte Standardteile wie ein Siemens-SPS-Steuerungssystem und ein hochpräziser Servomotor werden verwendet, um die ultrahohe Konsistenz und Stabilität der Beschichtungsprodukte in Bezug auf Oberflächendichte und -größe sicherzustellen. Der Anteil importierter Normteile an den Normteilen der Gesamtmaschine liegt bei bis zu 85 %.
▲ Mit den Eigenschaften Hochgeschwindigkeitsbeschichtung, hoher Präzision und hoher Konsistenz ist es die bevorzugte Beschichtungsanlage für Power-Batterien.
II. Technische Parameter und Hauptkonfiguration der Ausrüstung
( EIN ) Hauptkonfiguration der Ausrüstung :
N Ö. |
N ein Ich |
Herkunftsort |
1 |
EIN IR-Schalter |
Schneider (Frankreich) |
2 |
SPS |
Siemens (Deutschland) |
3 |
T Autsch Bildschirm |
Siemens (Deutschland) |
4 |
M odular |
Siemens (Deutschland) |
5 |
Zwischenrelais |
Schneider (Frankreich) |
6 |
Servomotor |
Siemens (Deutschland) |
7 |
Servomotor mit Direktantrieb (DDR) |
Rexroth (Deutschland) |
8 |
Speisedruckerkennung |
Bd.sensors/valcom (Deutschland / Japan) |
9 |
Präzisionsdosierpumpe |
Heishin (Japan) |
10 |
Zylinder mit geringer Reibung |
Tengcang (Japan) |
11 |
Planetenreduzierer |
Newcastle (Deutschland) |
12 |
Leistungsschalter |
Schneider (Frankreich) |
13 |
AC-Schütz |
Schneider (Frankreich) |
14 |
Halbleiterrelais |
Xinda (Taiwan) |
fünfzehn |
Wärmeschutz |
Schneider (Frankreich) |
16 |
T Hermostat |
Omron (Japan) |
17 |
Automatische Abweichungskorrektur |
Aibo (Inland) |
18 |
Vollautomatische Spannung |
PID-Regelung (Eigenbau) |
19 |
Hauptentladungs-(Empfangs-)Motor |
Siemens (Deutschland) |
20 |
Elektrisches Auge aus Glasfaser |
KEYENCE (Japan) |
21 |
Rillenkugellager (Maschinenkopf) |
NSK (Japan) |
22 |
Beschichtungswalze |
Hartverchromung (Eigenbau) |
23 |
Führungsrolle |
Φ 118 Aluminiumlegierung Oberfläche eloxiert, Finish rc0.4 (Haushalt) |
24 |
Frequenzumwandler |
Rexroth (Deutschland) |
25 |
Messerjustiergitterlineal |
Keens (Japan) |
26 |
Lüfter (Edelstahl) |
Hongjian (Inland) |
27 |
Extrusionskopf |
Mitsubishi |
28 |
Digitales Manometer |
Bode (Schweden) |
29 |
Pneumatische Komponenten |
SMC (Japan) |
( B ) Gefährdete Teile : |
|||||
Nein. |
N ein Ich |
Marke |
Q Menge |
Lagerzeit |
R Bemerkungen |
1 |
Walze aus Stahl |
Selbstkontrolle |
1 stück/2 sätze |
30 Tage |
Importierte Verchromungsmaterialien |
2 |
Wälzlager aus Stahl |
NSK/NTN |
2 /1 Satz |
15 Tage |
Je nach Beschaffungszyklus |
3 |
Heizrohr |
inländisch |
3 Stück / Satz |
1 Tag |
|
4 |
Thermoelement |
inländisch |
1 Stück / Satz |
1 Tag |
An den längsten Trocknungsweg anpassen |
5 |
Innensechskantschlüssel |
inländisch |
1 Satz / Satz |
1 Tag |
|
6 |
Rollgabelschlüssel |
inländisch |
1 Stück / Satz |
1 Tag |
|
7 |
Ventilkörperdichtring |
inländisch |
1 Satz / Einheit |
1 Tag |
|
8 |
Drehmomentschlüssel |
Japan |
1 Satz / Einheit |
15 Tage |
|
9 |
Werkzeugkopfhubwagen |
inländisch |
1 Satz / Einheit |
15 Tage |
|
10 |
Plattform aus Marmor |
inländisch |
1 Satz / Einheit |
10 Tage |
|
11 |
Zuleitung |
inländisch |
12m / Satz |
1 Tag |
|
12 |
Pole-Sampler |
inländisch |
1 / Satz |
2 Tage |
|
13 |
S ihn |
TMAX |
3 Sätze / Einheit |
15 Tage |
|
( C ) Automatisches Fütterungssystem : Ein Satz automatischer Fütterungssysteme (60 l) ist Standard.
(D) Erscheinungsfarbe : Mit Ausnahme des Edelstahlteils entspricht die Farbe der Box der vom Nachfrager bereitgestellten Standardfarbkarte.
( E ) Gerätefunktionen:
Nein. |
P Projekt |
T Technischer Parameter |
Anmerkungen |
1 |
Passendes System |
Öliges oder wässriges Lithiumeisenphosphat, Lithiumkobaltoxid, Lithiummanganat, ternär, Nickelkobaltlithiummanganat, Lithiumtitanat, Kohlenstoffgraphit usw |
|
2 |
Betriebssubstratparameter |
Aluminiumfolie (Cu): Dicke 9 ~ 25 um; Breite 300 ~ 720 mm; Rollendurchmesser max.500mm; Gewicht max.500kg; |
|
Kupferfolie (Cu): Dicke 4,5 ~ 30 um; Breite 300 ~ 720 mm; Rollendurchmesser max.500mm; Gewicht max.500kg ; |
Entweder einseitiges Licht oder zweiseitiges Licht |
||
3 |
Designbreite der Rollenoberfläche |
750 mm |
|
4 |
Garantierte Beschichtungsbreite |
200~680mm |
|
5 |
Ausrüstung mechanische Laufgeschwindigkeit |
4 0m/Min |
|
6 |
Beschichtungsgeschwindigkeit der Ausrüstung |
1 -3 2 /Mindest ; |
Das hängt vom Trocknungszustand ab |
7 |
Geeignet für Schlammviskosität |
2000~16000 cps ( P positiv Pole ) 1000~16000 cps ( N negativer Pol ) |
|
8 |
Trockendickenbereich der einseitigen Beschichtung |
40~200g/m2 |
|
9 |
Minimale intermittierende Länge |
Beschichtungsgeschwindigkeit < 5mm innerhalb 15m/min; Beschichtungsgeschwindigkeit über 25 m/min < 8mm; |
|
10 |
Minimale Beschichtungslänge von mehreren Abschnitten |
50mm |
Beschichtungsgeschwindigkeit ≤ 12m/Min |
11 |
Lösungsmitteleigenschaften |
Öliges Lösungsmittel NMP (s.g.=1.033,b.p=204℃) |
|
Wässriges Lösungsmittel H2O/NMP(s.g=1.000,b.p=100℃) |
|
||
12 |
Geeigneter Feststoffgehalt |
P positive Elektrode S . Temperatur 60 % ± 20 % |
|
N negativer Pol S . C. 50 % ± 15 % (PVDF System) S . C. 50 % ± 10 % (SBR System) |
|
||
13 |
P Anteil |
P Positive Elektrode 1,5—2,59/cm2 N Negativpol 1 ~ 1,89/cm2 |
|
14 |
Beschichtungsverfahren |
Zweischichtige Vorder- und Rückseite, 3-stufige Beschichtung mit ungleichen Intervallen / zweite Seite mit automatischer Nachführung / kontinuierliche Beschichtung / Feldgitterbeschichtung |
|
fünfzehn |
Rollenwechselmodus |
Handbuch |
|
16 |
Laufrichtung des Substrats |
Vorwärtsbeschichtung, Substratvorlauf und Leerfolien-Rücklaufbetrieb |
|
( F ) Struktureinführung jedes Teils :
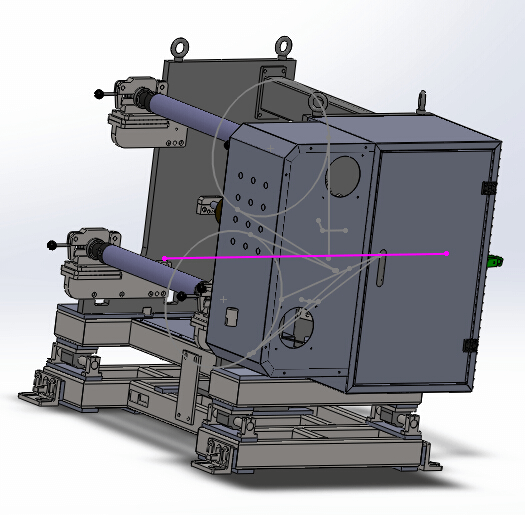
1. Abwickelmechanismus (Doppelarm-Doppelstütze manuelles Aufwickeln) :
Nein. |
Projekt |
T Technischer Parameter |
Anmerkungen |
1 |
Rolleninstallationsstruktur |
CNC-Bearbeitung integrierte vertikale Platteninstallation (Dicke 30 mm). |
|
2 |
Walzenoberflächenbehandlung |
Oberflächenoxidationsbehandlung der Metallaluminiumwalze, Oberflächenhärte HRC65; Überrollrundlauf ≤ 20 μm ; Oberflächenrauheit Ra0,2; Parallelität ≤ 0,1 mm; |
|
3 |
Spannungskontrollsystem |
Geschwindigkeitsregelungsmodus mit doppeltem geschlossenen Regelkreis: 1. PID-Synchronregelung der Schwenkrolle 2. Der Servomotor passt die Spannung im geschlossenen Regelkreis an. Die Spannungsanzeigetabelle zeigt den Spannungswert 3. Der einstellbare Spannungsbereich beträgt 0–300 n und die Spannungsschwankung ≤ ± 1,5 % |
|
4 |
Korrekturmethode |
Automatische EPC-Steuerung, Hub 120 mm |
|
5 |
Wickelmethode |
Auf- und abrollen |
|
Die Rolle ist mit einem aufblasbaren 3-Zoll-Schaft befestigt |
|
||
Abwickelnde doppelte Luftausdehnungswelle, beidseitige Unterstützung |
|
||
Manuelle Bandaufnahmeplattform, Doppeldruckstangenmodus |
|
||
6 |
Laufrichtung des Substrats |
Vorwärts und rückwärts |
|
7 |
Laufgeschwindigkeit des Substrats |
50m/Min |
|
8 |
Maximaler Abrolldurchmesser |
Ф500mm |
|
9 |
Maximale Tragfähigkeit der aufblasbaren Welle |
600kg |
|
10 |
Anzahl der sich abwickelnden aufblasbaren Wellen |
2 Artikel |
|
11 |
Kontrollsystem |
Stellen Sie die Funktionsbetriebstaste ein, um Vorgänge wie Bandverbindung, Pause, Notstopp, Vorwärts- und Rückwärtsdrehung, Links- und Rechtsausrichtung usw. abzuschließen |
|
12 |
Abwickelgeschwindigkeit |
Die Abwickelgeschwindigkeit wird von der SPS entsprechend der eingestellten Beschichtungsgeschwindigkeit und den Echtzeit-Spannungsänderungsdaten gesteuert; Die Abwickelleistung wird durch einen Wechselstrommotor + Turbinenreduzierer bereitgestellt; |
|
2. Kopfstruktur (ein Mantel, zwei Mäntel) :
Nein. |
P Projekt |
T Technischer Parameter |
Anmerkungen |
1 |
Installationsstrukturmodus |
CNC-Bearbeitungsdicke von 70 mm integraler vertikaler Plattenstruktur, das Gesamtgewicht von 2,6 Tonnen, Erhöhung der Bodenlagereisenplatte, Reduzierung der Bodenlagerfläche. |
|
2 |
Hauptantriebsmotor |
S Servomotor |
|
3 |
Gummiwalzenstruktur |
Um die Spannungsinstabilität zu verhindern, die durch die Nichttrennung der Spannung verursacht wird, und die Stabilität der Beschichtungsoberflächendichte sicherzustellen. |
|
4 |
Abstandseinstellung zwischen Düsenkopf und Auftragswalze |
Der Servomotor arbeitet mit dem hochpräzisen Absolutwegsensor für eine geschlossene Spurführungssteuerung zusammen. Der Abstand wird über den Bildschirm eingestellt, 1 ~ 5000 um, die Einstellauflösung beträgt 0,1 um und die wiederholte Positionierungsgenauigkeit beträgt ≤ ± 0,3 um. |
|
5 |
Auswahl des Schneidkopfes |
Die Düsenlippe des Spezial-Extrusionskopfes von Mitsubishi besteht aus hochverschleißfestem und korrosionsbeständigem Hartmetallstahl, und die Oberfläche ist mit Wolframkarbid oder Chromnitrid behandelt. Die Geradheit und Ebenheit sind ≤ 1,5 µm |
|
6 |
Die Hohlraumstruktur |
Es wird der Mehrdruck-Kavitäts-Schlitz-(Sprüh-)Beschichtungskopf verwendet, der eine starke Prozessanpassungsfähigkeit aufweist und hilft, den Querdruck auszugleichen, um die Querbeschichtungsdicke konsistent zu machen; Die obere Düse des Beschichtungskopfes ist mit einem Durchbiegungseinstellmechanismus konstruiert, der die Parallelität der oberen und unteren Düsenlippen einstellen kann |
|
7 |
Drucküberwachungssystem |
Speisedrucküberwachung, Rücklaufdrucküberwachung, Werkzeuginnendrucküberwachung; Es kann den Fütterungsprozess in Echtzeit überwachen und bei einer Verstopfung mit einer Genauigkeit von ≤ 0,001 MPa einen Alarm auslösen |
|
8 |
Fütterungssystem |
Japanische Bingshen-Präzisionsschneckenpumpe (2nbl15f (sus+epdm)-Pumpe) + Präzisionsservomotor, ein effektiver 60-Liter-Umsatzeimer (Materialbehälter) und verfügt über die Funktionen der Flüssigkeitsstandserkennung und Flüssigkeitsstandsmischung, um die Sedimentation und das Überlaufen von Gülle zu verhindern. |
|
9 |
Beschichtung intermittierende Funktion |
Das intermittierende Servo-Steuerventilsystem wird verwendet, um die Stabilität der Beschichtungsgröße zu gewährleisten. |
|
10 |
Kopf- und Schwanzausdünnungsfunktion |
Das intermittierende Servo-Steuerventilsystem kann die Kopf- und Schwanzausdünnungszeit und den Hub des intermittierenden Ventilschalters anpassen, um die Kopf- und Schwanzdicke in Echtzeit einzustellen. |
|
11 |
Horizontale Anpassungsfunktion des Schneidkopfes |
Nehmen Sie eine präzise Führung der linearen Führungsschiene und einen manuellen horizontalen Einstellmodus an, damit der Schneidkopf in der horizontalen Position leicht um ± 10 mm eingestellt werden kann; Stellen Sie die vertikale Ausrichtungsgenauigkeit der Vorder- und Rückseite sicher |
|
12 |
Anpassen und Montieren von Schneidkopf-Oberteil und Schneidkopf-Unterteil |
Der digitale Drehmomentschlüssel wird verwendet, um die Montagekonsistenz und -genauigkeit des Schneidkopfes sicherzustellen. |
|
13 |
Walzenoberflächenbehandlung |
Oberflächenoxidationsbehandlung der Metallaluminiumwalze, Oberflächenhärte HRC65; Überrollrundlauf ≤ 20 μm ; Oberflächenrauheit Ra0,2; Parallelität ≤ 0,1 mm; |
|
14 |
Beschichtungswalze (Stahlwalze) |
Die Oberfläche ist mit importiertem Hartchrom überzogen, mit einem Durchmesser von Φ 295 mm; |
|
fünfzehn |
T Verlängerung |
Vollautomatische PID-Regelung mit konstanter Spannung, Spannungsbereich 1, Bereich 0 ~ 50 n, Genauigkeit der Spannungsregelung ± 1 n |
|
16 |
Alleinstehende Kopfposition |
Installation und Betrieb vor dem Trocknen |
|
17 |
Laserausrichtungsfunktion |
Die Laserausrichtungsfunktion wird verwendet, um den Ausrichtungsgrad manuell zu beurteilen. |
|
3, Trockenkanal (Suspensionsofen)
Nein. |
P Projekt |
technische Parameter |
Anmerkung |
1 |
Ofenstruktur |
Die ersten vier Abschnitte sind die Hauptübertragungsschiffsstruktur und die letzten sechs Abschnitte sind die Hängeofenstruktur. |
|
2 |
Ofenlänge |
40 Meter (4 Meter / Sektion, 10 Sektionen insgesamt) |
|
3 |
T Beschaffenheit des Materials |
Edelstahl, innerer Behälter nationaler Standard SUS304, äußerer Behälter nationaler Standard SUS201 |
|
4 |
Fahrmodus der Ofenführungsrolle |
Die ersten vier Abschnitte sind die Hauptübertragungsstruktur und die letzten sechs Abschnitte sind der Schwebeofen |
|
5 |
Temperaturkontrolle |
Es ist in die Schutzsteuerung der normalen Arbeitstemperatursteuerung und den Übertemperaturüberwachungsalarm unterteilt. Bei Übertemperatur erscheint ein akustischer und optischer Alarm und die Hauptstromversorgung der Heizung wird unterbrochen; Jeder Abschnitt wird vollständig unabhängig gesteuert |
|
6 |
H Weg essen |
Elektrische Heizung, Heißluftzirkulationsstruktur |
|
7 |
Heizleistung des einteiligen Ofens |
Einzelabschnitt 24kw/4m (maximale Startleistung) |
|
8 |
Temperatur im Trocknungskanal |
Design Max150 ℃, Temperaturdifferenz im Bereich des einteiligen Ofens ≤ 5 ℃ |
|
9 |
Gehäuseoberflächentemperatur während des Betriebs |
≤45℃ ; Die Dicke der Baumwollfüllung beträgt 100 mm; |
|
10 |
Blasmodus |
Oberes und unteres Luftblasen, oberes und unteres Luftvolumen können jeweils durch Ventile gesteuert werden, die fein eingestellt werden können; Die obere und untere Luftkammer teilen sich den Heizkörper |
|
11 |
Abluftlautstärkeregelung jeder Sektion |
Unabhängige Steuerung und Feineinstellung durch mechanisches Ventil |
|
12 |
Luftdüsenstruktur |
Die Blasrichtung der ersten vier Abschnitte beträgt 30 Grad von der Horizontalen, und die Luftdüsennut ist mit einer speziellen Form geschlitzt. Die letzten fünf Abschnitte sind verstellbare Luftdüsenhaken. |
|
13 |
Lüftersteuerung |
AC-Schützsteuerung |
|
14 |
Heizungssteuerung |
Halbleiterrelais |
|
fünfzehn |
Fan-Material |
Edelstahl des nationalen Standards SUS304 |
|
16 |
Lösungsmittelrückgewinnungssystem |
Nein, nur Hilfe bei der Installation von Schnittstellen |
|
17 |
NMP-Lösungsmittelkonzentrationsalarm |
Installationsschnittstelle bereitstellen. (separat zu zitieren) |
|
18 |
Luftkammerdrucküberwachung |
Keine (diese Funktion muss separat angegeben werden) |
|
19 |
Abluftvolumen |
35000 m3/h max |
|
4. Zugmechanismus: (2 Sätze)
Nein. |
P Projekt |
technische Parameter |
Anmerkungen |
1 |
Marschkorrektur |
Installiert am Ausgang des Trocknungskanals, automatische EPC-Steuerung, Schwenkbereich ± 15 Grad, Lichtschranke |
|
2 |
T Verlängerung |
Geschwindigkeitsregelungsmodus mit doppeltem geschlossenen Regelkreis: 1. PID-Synchronregelung der Schwenkrolle 2. Der Servomotor passt die Spannung im geschlossenen Regelkreis an. Die Spannungsanzeigetabelle zeigt den Spannungswert 3. Der einstellbare Spannungsbereich beträgt 0–300 n und die Spannungsschwankung ≤ ± 1,5 % |
|
Die Spannungsteilung wird durch eine Klemmrolle und eine Zugrolle realisiert |
|
||
3 |
Installationsstrukturmodus |
Installation der integrierten vertikalen Platte des CNC-Bearbeitungszentrums (Dicke 30 mm) |
|
4 |
Traktionsrolle |
160 mm Stahlrolle |
|
5 |
Klemmrolle |
Gummiwalze Ø 120 mm, Oberfläche Brot EPDM |
|
6 |
Antriebsmotor |
Die Traktionsrolle wird von einem Siemens-Servomotor + Präzisionsuntersetzungsgetriebe angetrieben |
|
5. Rückspulmechanismus (Disc-Doppelwellen-Automatikrücklauf) :
Nein. |
P Projekt |
technische Parameter |
Anmerkungen |
1. |
Installationsstrukturmodus |
Installation der integrierten vertikalen Platte des CNC-Bearbeitungszentrums (Dicke 30 mm) |
|
2. |
Spannung |
Geschwindigkeitsregelungsmodus mit doppeltem geschlossenen Regelkreis: 1. PID-Synchronregelung der Schwenkrolle 2. Der Servomotor passt die Spannung im geschlossenen Regelkreis an. Die Spannungsanzeigetabelle zeigt den Spannungswert 3. Der einstellbare Spannungsbereich beträgt 0–300 n und die Spannungsschwankung ≤ ± 1,5 % |
|
3. |
Abweichung beheben |
Automatische EPC-Steuerung, Hub 120 mm |
|
4. |
Maximaler Wickeldurchmesser |
Ø800 |
|
5. |
Winder aufblasbarer Schaft |
Artikel 2 (nationale Norm) |
|
6. |
Wickelmotor |
Die Wickelleistung wird von Siemens Servomotor + Präzisionsreduzierer angetrieben |
|
7. |
maximale Kapazität |
600kg |
|
8. |
Rollenwechselmodus |
Automatische Wickel- und Wechselfunktion ohne Abschaltung |
|
6. Kontrollsystem :
Nein. |
P Projekt |
technische Parameter |
Anmerkungen |
1 |
Master-Steuerungssystem |
Touchscreen, SPS, Modul, Servosystem |
|
2 |
Betriebsmodus |
Manueller, automatischer und Notstopp; Die gesamte Maschine kann vorher und nachher bedient werden |
|
Die Geschwindigkeit der Beschichtungslinie, die Beschichtungseinstellung, die Einstellung der Kopf- und Schwanzverdünnung, die Lüfterfrequenz und die Temperatureinstellung können über den Touchscreen eingestellt, angezeigt und aufgezeichnet werden |
|
||
3 |
Einstellbereich von Beschichtung und intermittierender Länge |
Beschichtungslänge 20,0 ~ 3200,0 mm |
|
4 |
Alarmzustand |
Unterbrechungslänge: 5,0 ~ 3200,0 mm |
|
5 |
Zählfunktion |
Wenn das Gerät ausfällt, zeigt der Touchscreen den entsprechenden Korrekturbildschirm an |
|
6 |
Methode zur Anpassung der Kopf- und Schwanzdicke |
Produktionsmenge / Länge |
|
ich II 、 Genauigkeit der Ausrüstung
1 、 Hardware-Genauigkeit
Nein. |
P Projekt |
technische Parameter |
Anmerkungen |
1 |
Beschichtungswalze (Stahlwalze) |
Rundlauf ≤ 1,0 µm, Ra0,4 Geradheit ≤ 1,5 µm |
|
2 |
Abweichungskorrektur |
±1mm |
|
3 |
Rolle aus Aluminium |
Rundlauf ≤ 20 µm, Geradheit ≤ 20 µm |
|
4 |
Wiederholgenauigkeit der Werkzeugeinstellungskontrolle |
±0,1 um |
|
5 |
Genauigkeit der Temperaturregelung |
±0,5℃ |
|
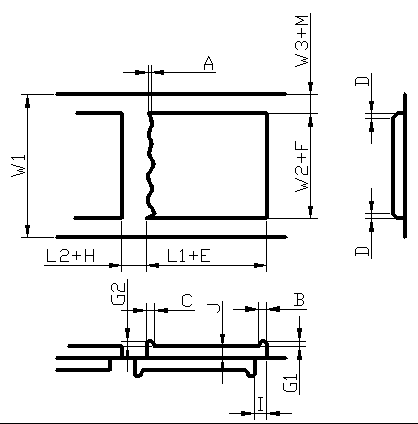
2 、 Beschichtungsgenauigkeit
Artikel |
S Zeichen |
Parameter (30m/min) |
|
A (nachlaufend) |
≤ 1 mm (bezogen auf Schlickerviskosität und Bindemitteleigenschaften) |
B (anormaler Kopfbereich) |
5mm |
|
C (Schwanz abnormaler Bereich) |
6mm |
|
D (Randeffektbereich) |
≤3mm ; Dicke -10 um |
|
E (Längenfehler) |
±0,5 mm |
|
F (Breitenfehler) |
±0,5 mm |
|
M (Breitenfehler) |
±0,5 mm |
|
G1 (Kopfdicke) |
-5~+5um |
|
G2 (Schwanzdicke) |
-5~+5um |
|
H (Leerfehler) |
±0,5 mm |
|
I (positiver und negativer Ausrichtungsfehler) |
±0,5 mm |
|
J Einzelflächendichte (Bereiche B, C und D entfernen) |
Innerhalb von 1,2 % |
|
Längenbereich |
L1 (Filmlänge) |
20.0 ~ 3200,0 mm |
L2 (intermittierende Länge) |
5.0 ~ 3200,0 mm |
|
L1 /l2 (Beschichtung + intermittierende Länge) |
L1 + L2 ≥120 mm |
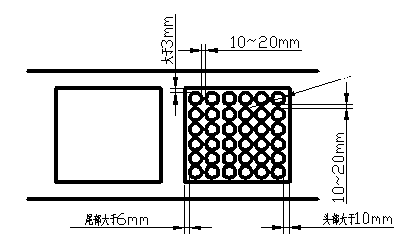
3 、 M Messmethode
A. Messbereich: 3 mm am Rand, 5 mm am Ende und 5 mm am Anfang.
B. Abmessungen Φ 40 mm oder gemäß den Prozessanforderungen des Nachfragers messen
ich v 、 Installations- und Nutzungsumgebung
1) Die Umgebungstemperatur des Maschinenkopfes beträgt 20 ~ 30 ℃ und der Rest 10 ~ 40 ℃;
2) Relative Feuchtigkeit des Maschinenkopfes: positive RH ≤ 35 %, negative RH ≤ 98 % und der Rest ≤ 98 %;
v 、 S unterstützende Einrichtungen
1) Stromversorgung: 3Ph 380V, 50Hz, Spannungsschwankungsbereich: +8% - 8%; Die Gesamtstartleistung des Netzteils beträgt 280KW;
2) Druckluft: Nach dem Trocknen, Filtern und Stabilisieren beträgt der Ausgangsdruck mehr als 5,0 kg/cm2;
v ich 、 Geräteausrichtung (optional)
1)
Angehängte Tabelle: Detaillierte Liste der Prüfpunkte für die Vorabnahme und die formelle Abnahme der Ausrüstung (Prüfergebnisse sind dem Abnahmebericht beigefügt)
Nein. |
Prüfgegenstände |
Inspektionsstandard |
Untersuchungsmethode |
1. |
Gerätekonfigurationsparameter |
Gesamtabmessungen der Ausrüstung: L (56000mm) *W (4000mm) * H (4000 mm) |
Maßband |
Ofenlänge: (4 m/Abschnitt) × 4) + (4 m/Abschnitt × 6 Abschnitte) = 40 m |
Herrscher |
||
Maximaler Wickeldurchmesser beim Auf- und Abwickeln: φ 600mm |
Herrscher |
||
Rollenbreite: 750 mm |
|
||
2. |
Integrität der Funktionszusammensetzung der Ausrüstung |
Abwickelteil (manuelle Rollenwechselfunktion, Spannung, Abweichungskorrektur, aufblasbarer Schaft) |
Überprüfen Sie visuell die technische Vereinbarung und die Gerätekonfigurationstabelle |
Beschichtungsteil (Basis, Beschichtungswalze, Zuführsystem, Haushaltsdüse) |
|||
Backofen (Umwälzpumpe, Heizsystem, externer Nebenluftkanal) |
|||
Traktionsteil (Wegabweichungskorrektur, Traktionsspannung, Traktionsrollenanordnung) |
|||
Wickelteil (manuelle Rollenwechselfunktion, Spannung, Abweichungskorrektur, aufblasbarer Schaft) |
|||
Steuerungssystem (Schaltschrank, interne Verkabelung, externe Kabelkanalverkabelung) |
|||
Lieferteile (gemäß Inhalt der technischen Vereinbarung) |
|||
3. |
Markenbestätigung von Normteilen |
100 % gemäß der in der technischen Vereinbarung angegebenen Marke der Kaufteile |
|
4. |
S Sicherheitsstandards |
Mechanische und elektrische Verriegelung, Selbsthemmungsfunktion, Induktionsschutzfunktion; |
Sichtprüfung und Bedienung |
Aufforderung zur Alarmglocke in jedem Bereich vor dem Start der Ausrüstung; |
Ö Betrieb |
||
Sicherheitswarnzeichen müssen an gefährlichen Teilen wie Bewegung, Kompression, Abschaltung und Wärmequelle angebracht werden; |
visuell |
||
Not-Aus-Taster, Sicherungsseil im internen Wartungsbereich (mindestens 3 Stellen); |
visuell |
||
Schutzabdeckungen für Getriebe und bewegliche Teile; |
visuell |
||
Ofenübertemperaturalarm und Ausschaltschutzfunktion |
Betrieb |
||
5. |
Mechanischer Genauigkeitstest |
Rundlauf der Beschichtungswalze ≤ 1,0 μm ; Geradheit ≤ 1,5 μm ; Oberflächenrauheit Ra0,4, |
Messuhr, spezielles Inspektionswerkzeug |
Überrollrundlauf ≤ 20 μm ; Oberflächenrauheit Ra0,2 |
Messuhr |
||
Parallelität der Walzenüberfahrt ≤ 0,1 mm (außer Ofenwalzenüberfahrt) |
Messuhr, spezielles Inspektionswerkzeug |
||
6. |
Leerbandbetrieb (betreiben Sie das Basismaterial kontinuierlich mit einer Geschwindigkeit von 40 m/min für ca. 500 m) |
1m/min→10m/min→30m/min Teilweise Probenahme |
Geschwindigkeitsmesser |
Keine Faltenbildung im gesamten Bereich und kein Kratzer auf der Substratoberfläche |
visuell |
||
Alle beweglichen Teile funktionieren reibungslos ohne ungewöhnliche Geräusche; Der Treibriemen ist abweichungs- und verschleißfrei; |
visuell |
||
Temperatureinstellung jedes Abschnitts des Ofens: Normaltemperatur ~ 150 ℃ |
Bedienung und Sichtkontrolle |
||
Das Auf- und Abwickeln sowie die Zugabweichungskorrektur laufen reibungslos ohne ständiges Rütteln |
Bedienung und Sichtkontrolle |
||
Mit Ausnahme der Abweichungskorrektur und des Ofens beträgt die Abweichung des Grundmaterials jeder Walze ≤ ± 1 mm; Abweichung des Beschichtungswalzensubstrats ≤ 0,5 mm |
Bremssättel |
||
Spannungseinstellwert 5 ~ 300 N |
Bedienung und Sichtkontrolle |
||
Beim Starten und Stoppen beträgt die Spannungsschwankung ± 5N; Spannungsschwankung ± 1n im Normalbetrieb; |
Bedienung und Sichtkontrolle |
||
7. |
Beschichtungsinspektion 30m/min Beschichtungsbetrieb 1200m) |
Die Beschichtungsgeschwindigkeit beträgt 30 m/min, und das Beschichtungsverfahren kann eine kontinuierliche und intermittierende Beschichtung realisieren |
Parametereinstellung |
Das Zufuhrsystem und die Rohrleitung sind gut abgedichtet, ohne dass Material austritt |
visuell |
||
Das Aussehen der beschichteten Oberfläche ist gut, ohne Partikel, Kratzer, freiliegende Folie und schlechte Wölbungskante |
visuell |
||
Dichtegenauigkeit einer Seite: Gewichtsfehler ≤ ± 1,2 % (ohne den Bereich von 8 mm am Rand) |
Elektronische Mikrometerskala |
||
Dichtegenauigkeit der doppelseitigen Oberfläche: Gewichtsfehler ≤ ± 1,5 % (ohne den Bereich von 8 mm am Rand) |
Elektronische Mikrometerskala |
||
Tailing ≤ 1 mm (bezogen auf die Viskosität der Aufschlämmung und die Eigenschaften des Bindemittels) |
Herrscher |
||
Abnormaler Bereich des Kopfes ≤ 8 mm |
Lineal, Mikrometer |
||
Anomaler Schwanzbereich ≤ 6 mm |
Lineal, Mikrometer |
||
Kanteneffektbereich ≤ 3 mm, -10 ~ +5 um (Änderung der Viskosität der Aufschlämmung weniger als ± 300 cps) |
Lineal, Mikrometer |
||
Längenfehler /h Leerfehler: ≤± 0,5mm |
Herrscher |
||
Breitenfehler: ≤ ± 0,5 mm |
Herrscher |
||
Dicke von Kopf und Schwanz: -5 ~ +5um |
Mikrometer |
||
Positiver und negativer horizontaler Ausrichtungsfehler: ≤ ± 0,5 mm |
Nadel, Lineal |
||
Längsausrichtungsfehler von Vorder- und Rückseite: ≤± 0,5 mm |
Nadel, Lineal |
||
Genauigkeit der Temperaturregelung des einteiligen Ofens: ≤± 1 ℃ |
visuell |
||
Im horizontalen Bereich 10 mm über dem Substrat beträgt die Temperaturabweichung jedes Punkts eines Ofens mit einem Abschnitt: ≤ ± 3 ℃ |
Thermodetektor |
||
Trockenheitstest, Lösungsmittelrückstand: ≤ 1% (Raumprobenmessung bei konstanter Temperatur und Feuchtigkeit) |
Elektronische Mikrometerskala |
||
Ausrüstungsauslastungsgrad: ≥ 97 % (formelles Abnahmeprojekt) |
Betrieb und Test |
||
Produktqualifizierungsrate: ≥ 98 % (formelles Abnahmeprojekt) |
Betrieb und Test |





 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

