 English▼
English▼




- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Hydraulikpresse
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- Kugelmühle
- Planetenrührwerk / Mühle
- Labormaschine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Hochpräzise Doppelseiten-Extrusionsschlitzdüsen-Beschichtungsmaschine
Model Number:
TMAX-XHPT-7564S-MMZahlung:
L/C D/A D/P T/T Western UnionDelivery Time:
90 days
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Vorherige:
Präzisionsextrusionsmaschine mit einseitiger Schlitzdüse für die BatterieproduktionslinieNächste:
Automatische Batterie-Elektrolyt-Einspritzmaschine für zylindrische Batterien
Hochpräzise Doppelseiten-Extrusionsschlitzdüsen-Beschichtungsmaschine
1. Knapp ich Einführung von W Loch M Maschine S Struktur
1.1 Ausrüstungszusammensetzung:
① Einachsiger Abrollmechanismus
② Beschichtungsmechanismus für die erste Seite
③ Double-Layer-Ofenmechanismus
④ Zugmechanismus
⑤ Beschichtungsmechanismus der zweiten Seite
⑥ Zugmechanismus
⑦ Wickelmechanismus mit zwei Achsen
⑧ Präzisionsfütterungssystem (zwei Sätze)
⑨ Elektrisches Steuersystem
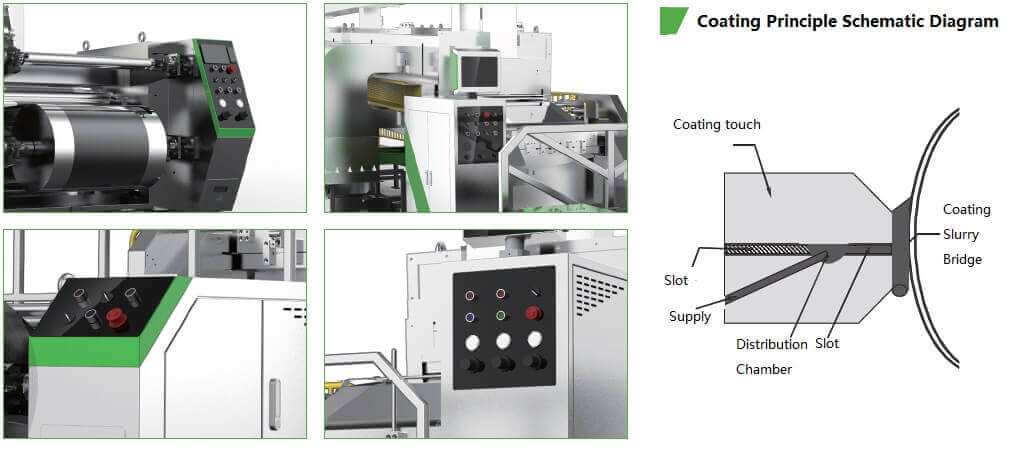
1.2 Technologischer Prozess:
Das Grundmaterial der auf der Abwickelvorrichtung platzierten Polplatte gelangt nach automatischer Korrektur in das Abwickelspannungssystem und nach Einstellen der Abwickelspannung in den Beschichtungskopf. Die Polplatte wird entsprechend dem Abbindeverfahren des Beschichtungssystems beschichtet; Das beschichtete nasse Elektrodenstück tritt in den Unterschichtofen ein und wird durch Heißluft getrocknet; Der Polschuh wird nach dem Trocknen durch das Gleichrichtersystem gleichgerichtet, und dann wird die Spannung durch das Spannungssystem eingestellt. Gleichzeitig wird die Traktionsgeschwindigkeit so gesteuert, dass sie mit der zweiten Beschichtungsgeschwindigkeit synchronisiert ist. Nachdem der Polschuh auf der Rückseite durch den zweiten Beschichtungskopf beschichtet wurde, tritt er in den oberen Ofen ein, um durch Heißluft getrocknet zu werden. Nachdem der Polschuh nach dem Trocknen durch die zweite Zugeinheit gleichgerichtet und durch die Spannung eingestellt wurde, wird er durch die Wickelvorrichtung gewickelt.
2 . Technisch P Parameter von B Batterie E Elektrode
2.1 Geeignete Substratdicke: Aluminiumfolie: 0,010–0,030 mm, Kupferfolie: 0,006–0,030 mm;
2.2 Geeignete Substratbreite: Aluminiumfolie: 300–660 mm, Kupferfolie: 300–660 mm;
2.3 Polstück-Aluminium/Kupferfolien-Spulengröße: Kernöffnung 3 Zoll;
2.4 Technische Anforderungen für das Auf- und Abwickeln von Beschichtungen: Spulendurchmesser ≤ φ 500 mm, Kerndurchmesser 3 Zoll;
2.5 Beschichtungsschlamm: Nachdem der Schlamm vollständig gerührt und gefiltert wurde, um die Anforderungen der Batteriebeschichtung zu erfüllen, wird er in einen laufenden Tank gefüllt und kontinuierlich gerührt, um die Beschichtungsleistung des Schlamms aufrechtzuerhalten
2.6 Trockendicke der einseitigen Beschichtung (ohne Substrat): 50-150 μm ; Maximale Dicke der Nassbeschichtung: 100-500 μm (wenn die Viskosität der Aufschlämmung zulässig ist)
3 . Hauptsächlich P Leistung P Parameter
NEIN. |
P Projekt |
P Parameter |
R Bemerkungen |
1 |
Normal S gepinkelt C schwimmend |
≤2 4 m/Min |
Die normale Beschichtungsgeschwindigkeit hängt vom Materialsystem, der Beschichtungsdicke und dem Feststoffgehalt ab |
2 |
Glasur S gepinkelt EIN Genauigkeit E Fehler |
≤0,1 m/min |
|
3 |
Glasur W idth |
≤650mm |
|
4 |
Glasur L Länge ( S einzel P dh) |
≤2500mm |
|
5 |
Glasur M Maschine S gepinkelt |
40m/Min |
|
6 |
Gesamt L Länge von C Ocker |
≤43m |
Es hat eine großartige Beziehung zur Konfiguration |
7 |
Ausrüstung EIN ir P Druck |
0,6 ~ 0,8 MPa |
Trocken und frei von Verunreinigungen |
8 |
Einzel S ide C schwimmend D ry T Dicke E Fehler |
Li(NiCoMn)O2 , LiFePO4, C obalt±2μ (Mn ± 2 μ ) |
Kante, Kopf und Schwanz 8mm sind ausgenommen |
9 |
Doppelt S ide C schwimmend D ry T Dicke E Fehler |
Li(NiCoMn)O2 , LiFePO4, C Obalt ± 3,0 μm (Mn ± 3 μ ) |
|
10 |
Einzel S ide W acht E Fehler ein S einzel C Hüfte |
±1,5 % |
Messmethode (Feige. B ) |
11 |
Minimum C schwimmend L Länge |
20mm |
|
12 |
Minimum L Länge D imension von S einzel P Ole P dh |
50mm |
( Ö ne Beschichtung plus Spalt) |
13 |
Minimum L Länge D imension von S einzel D doppelt S Segment P Ole P dh |
100mm |
( Zwei Beschichtungen plus Abstand) |
14 |
Einzel S ide T Dicke E Fehler von E Elektrode H lesen und T weh |
-10μm~ +5μm |
|
fünfzehn |
Intervall C schwimmend M minimal G ap |
10mm |
Bei der Beschichtungsgeschwindigkeit gilt: je höher die Geschwindigkeit, desto größer der minimale Spalt . |
16 |
Genauigkeit E Fehler von C schwimmend L Länge |
±1,0 mm |
Innerhalb von 3000 mm |
17 |
Überlappung E Fehler von F vorne und B ack C schwimmend |
±0,5mm |
|
18 |
Überlappung E Fehler von F vorne und B ack C schwimmend E dge |
±0,5mm |
|
19 |
Rand U Einheitlichkeit E Fehler von W finden |
± 1mm (Berechnung nach 5 Umdrehungen starten) |
Φ 500 mm Rolle |




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

