 English▼
English▼




- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Coaters
- PVD Coater
- Hydraulikpresse
- Large Press Machine
- Planetenrührwerk / Mühle
- Kugelmühle
- Labormaschine
- Cutting Machine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
 Zylindrische Kaltpressform für hydraulische Presse
Zylindrische Kaltpressform für hydraulische Presse
Die zylindrische Form ist eine gängige Tablettenpressform im Labor-Pulverproben-Druckguss, die zum Formen und Testen der meisten Pulverproben im Labor geeignet ist. Die Form ist exquisit in der Verarbeitung, vernünftig im Design und bequem im Betrieb. Mit der Verwendung einer Tablettenpresse können pulverförmige Probenmaterialien in Form gepresst werden, z. B. kreisförmige Blätter, Zylinder usw. Die Probengröße hängt von der vom Benutzer bestellten Formgröße ab. Die Form wird häufig in den Bereichen Batterie, Supraleiter, Zement, Keramik, Katalyse, Silikat, Pulvermetallurgie, Meeresschlammanalyse, biochemische Analyse und Forschung und Entwicklung zur Probenvorbereitung neuer Materialien verwendet. Darüber hinaus kann das Produkt auch mit Calcium-Eisen-, Infrarot-, Röntgenfluoreszenz- und anderen Testinstrumenten verwendet werden.
-
 300 ℃ 12T manuelle Laminierungs-Heißpresse mit doppelter Heizplatte
300 ℃ 12T manuelle Laminierungs-Heißpresse mit doppelter Heizplatte
Laborelektronikindustrie RT-300c Widen Flat Automatic Hot Press Machine
-
 500℃ 12T Elektrische Kompakt-Laminierungs-Heißpresse mit doppelter Heizplatte
500℃ 12T Elektrische Kompakt-Laminierungs-Heißpresse mit doppelter Heizplatte
Laborelektronikindustrie RT-300c Widen Flat Automatic Hot Press Machine
-
 Hydraulische elektrische Rolle-zu-Rolle-Pressmaschine zum hochpräzisen Rollen von Batterieelektroden
Hydraulische elektrische Rolle-zu-Rolle-Pressmaschine zum hochpräzisen Rollen von Batterieelektroden
Rollensublimations-Heißpresswalzenmaschine für Li-Ionen-Batterie-Polstück gerollt
-
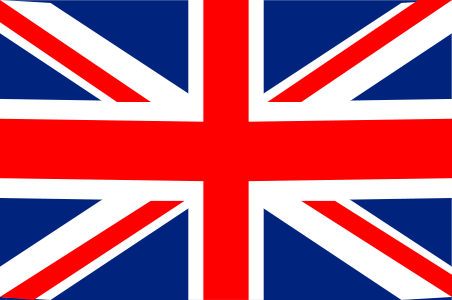
 5V6A 256-Kanal-Beutelzellen-Heißpress-Druckformungsmaschine
5V6A 256-Kanal-Beutelzellen-Heißpress-Druckformungsmaschine
5V6A 256-Kanal-Beutelzellen-Heißpress-Druckformungsmaschine 1. Kurze Einführung in die Gerätefunktion Die Ausrüstung wird hauptsächlich für die Bildung von verwendet Beutelzelle unter Druck. Die gesamte Maschine besteht aus 1 Wärmeschutzbox und 3 Klemmsätzen, darunter die Ausrüstung mit 256 Kanälen, und die Vorrichtung und Ausrüstung sind integriert. Die Hauptfunktionen der Leuchte sind wie folgt: 1) Der zum Pressen der Zelle erforderliche Druck wird bereitgestellt, der innerhalb des zulässigen Druckbereichs beliebig eingestellt werden kann. Wenn die Druckeinstellung den Druckeinstellbereich überschreitet, wird ein Alarm gegeben; 2) Drücken Sie die Elektrode fest, um die zuverlässige Verbindung zwischen der Elektrode und dem Stromkreis der gesamten Maschine sicherzustellen. 3) Stellen Sie sicher, dass die Batterie aufrecht steht und der Airbag nach oben zeigt. 2. Die Hauptfunktionen der Formation sind wie folgt: 1) Heiz- und Temperaturregelfunktion; 2) Zuverlässige Andockfunktion des Kanals; 3) Ladefunktion; 4) Entladefunktion; Energierückspeisung in das Stromnetz entladen; 5) Datenverbindung und Kommunikationsfunktion; 6) Sicherheits- und Schutzfunktionen. 2. Grundparameter Stromversorgung konfigurieren Spannung AC380 ± 10 %, Nennleistung 18 kW. Luftquelleneingang Der minimale Eingangsluftdruck darf nicht weniger als 0,6 MPa betragen und der maximale Eingangsluftdruck darf 1,0 MPa nicht überschreiten. Es gibt drei Klammern in der ganzen Maschine. Eine einzelne Klemme wird von einem Zylinder mit einem Durchmesser von 250 mm unter Druck gesetzt. Wenn der Luftquelleneingang 0,6 MPa erreicht, beträgt der maximale Druck eines einzelnen Zylinders 3000 kgf. Ausrüstungsgewicht Gewicht der Vorrichtung < 300kg, Maschinengewicht < 1300kg, das Verhältnis von Gesamtgewicht zu Auflagefläche < 500kg/m² Hauptfarbe des Aussehens Warmgrau 1C. Gesamtabmessungen der Ausrüstung lang × breit × Höhe ≤ 2000 mm × 800 mm × 2348 mm (Höhe 2030 mm nach Entfernen des Zylinders) Die Abmessungen der ankommenden Zelle (Airbagbreite ≤ 50 mm) Länge: 10-155 mm Breite: 10-105 mm Dicke: 2-12 mm Die Längen- und Breitenabmessungen der Zelle beinhalten die Kantenabdichtungsabmessungen des Aluminiums laminiert Film. Bestehensquote ≥98% 3. Maschinenspezifikationen Vorrichtung Jede Armatur ist in 22 Lagen Heizplatte unterteilt, und zwischen Heizplatte und Armatur befinden sich Wärmeisolationsmaßnahmen. Jede Schicht der Heizplatte ist mit einer Temperatursonde ausgestattet, die SPS kann die Temperatursonde jeder Schicht der Heizplatte überprüfen und den Temperaturerfassungswert auf dem Touchscreen anzeigen. Kontrollmodus Das Gerät wird von einer SPS gesteuert: Es kann die Heizzieltemperatur einstellen. Das Gerät kann die Heizplatte entsprechend der Zieltemperatur steuern und rechtzeitig schützen und alarmieren, wenn eine Übertemperatur der Heizplatte auftritt. Heizung Temperatur Temperaturregelungsgenauigkeit jeder Schicht der Heizplatte ± 3 ℃ Druckregelung SPS kann die mehrstufige Druckregelung der Vorrichtung realisieren, und die Genauigkeit der Druckregelung kann ± 25 kg erreichen, den Zylinderdruck durch den Drucksensor genau steuern. Zellmessung Die Vierleitermethode wird verwendet, um den Strom und die Spannung der Zelle zu messen. Die Schaltungsverbindung zwischen der Halterung und dem Gerät wird durch eine spezielle Leiterplatte realisiert. Die Elektrodenplatte wird auf dem Gerät installiert und die Batterie wird durch die obere und untere Pressplatte komprimiert. Gleichzeitig wird die schnelle und zuverlässige Verbindung zwischen Gerät und Leuchtenschaltung realisiert. Sicherheit An den Außentüren und Sichtfenstern der Geräte sind Wärmeschutzmaßnahmen zu treffen. Das Gerät ist mit einer Sicherheitszugangskontrolle ausgestattet, um eine sicherere und zuverlässigere Verwendung des Geräts zu gewährleisten. Einstellbereich der Lade-/Entladespannung Einstellbereich Ladespannung: 0mV ~ 5000mV (Auflösung 1mV); Einstellbereich der Entladespannung: 2000 mV ~ 5000mV (Auflösung 1mV). Lade- und Entladestrom Einstellbereich: 10mA ~ 6000mA (Auflösung 1mA) 。 Genauigkeit der Messkontrolle Steuergenauigkeit der Spannungsmessung: ± (0,1 % FS + 0,1 % RD) Genauigkeit der Strommessung: ± (0,1 % FS + 0,1 % RD) Genauigkeit der Zeitmessung: ± (0,1 % FS + 0,1 % RD) Steuergenauigkeit der Spannungsmessung ± (0,1 % v.E. + 0,1 % RD) Kontrollgenauigkeit der Strommessung ± (0,1 % v.E. + 0,1 % RD) Kontrollgenauigkeit der Zeitmessung ± (0,1 % v.E. + 0,1 % RD) Endzustand des Ladens und Entladens Konstantstromladen (CC): Endbedingungen sind Spannung, Zeit und Kapazität Konstantstrom- und Konstantspannungsladen (CC-CV): Endbedingungen sind Strom, Zeit und Kapazität Entlademethode: Die Endbedingung der Konstantstromentladung (DC) ist Spannung, Zeit oder Kapazität Hauptfunktionen der Software 1. Nach Zeit, Spannung, Strom und anderen Parametern zur Steuerung der Endbedingungen des Prozesses; 2. Berechnen Sie die Ladekapazitätsparameter der gebildeten Batterie; 3. Bearbeitungs- und Verwaltungsfunktionen des Lade- und Entladevorgangs: 4. Bis zu 32 Schrittparameter können eingestellt werden; 5. Bis zu 256 Zyklen können eingestellt werden; 6. Jeder Schritt kann durch Konstantstromladen, Konstantstrom- und Konstantspannungsladen, Ablegen, Konstantstromentladen, Zyklus und andere Attribute ausgewählt werden; 7. Die bearbeitete Prozessdatei kann für die zukünftige Verwendung archiviert werden. 8. Der Ladestrom kann von (10 ~ 6000)mA, die Ladespannung kann von (0 ~ 5000)mV, die Entladespannung kann von (2000 ~ 5000)mV, und die Zeit jedes Schrittes kann von 1min ~ 1000min. 9. Software-Sicherheitskontrolle: 11.1. Die laufenden Daten und die Kurve jedes Punktes können automatisch gespeichert werden, nachdem der eingestellte Schritt ausgeführt wurde, und die Software verfügt über eine Kapazitätsalarmfunktion; 11.2. Überladeschutz: Wenn die Spannung den Überladeschutz-Einstellwert überschreitet, wird der Fluss des Kanals gestoppt und der Einstellwert kann eingestellt werden; 11.3. Kapazitätsübertoleranzschutz: Wenn die Kapazität der Batteriezelle einen bestimmten Bereich überschreitet, wird der Fluss des Kanals gestoppt; Es kann die geformten Batterien sortieren und ist mit Kontrollleuchten ausgestattet. Die Sortiermethode kann wie folgt eingestellt werden: Kapazität, Zeit, Leerlaufspannung, Durchschnittsspannung, Festpunktspannung usw. 11.4. Die Lade- und Entladedaten jeder Batterie können in Form einer Datenliste erstellt werden, die Benutzer anzeigen oder ausdrucken können. Das Gerät unterstützt die Barcode-Erkennungsfunktion und kann die Eins-zu-Eins-Korrespondenz zwischen Batterie und Kanal realisieren und Produktionsdaten aufzeichnen. Systemschutzfunktion 1. Überstrom-, Unterstrom-, Überspannungs-, Unterspannungs- und Überkapazitätsschutz: Die Ober- und Untergrenzen von Batteriespannung, -strom und -kapazität können dabei voreingestellt werden. Wenn die Grenzbedingungen erreicht sind, zwingt das System den Akku automatisch in den Ruhezustand, und die Softwareschnittstelle zeigt einen Fehler an. 2. Leckstromschutz: Wenn der Arbeitsstatus mehr als dreimal auf einen Leckstrom von mehr als 200 mA geprüft wird, schalten Sie die Eingangsleistung des Schaltnetzteils aus. 3. Ladeüberspannungsschutz: Wenn die Batterie während des Batterieladens vom System überprüft wird und die Batteriespannung höher als die obere Grenzspannung ist, wird die Batterie den Ladevorgang beenden. 4. Entlade-Unterspannungsschutz: Wenn die Batterie während der Batterieentladung vom System überprüft wird und die Batteriespannung niedriger als die untere Grenzspannung ist, wird die Batterie nicht mehr entladen. 5. Gerätestromausfallschutz: Wenn das Gerät abnormal ausgeschaltet wird, kann es den aktuellen Prozessschritt weiter ausführen; es hat die Funktion, den anormalen Kanal zu registrieren; Dreifarbiges Alarmlicht (mit Ton und Licht) Warten (der Vorgang ist abgeschlossen) – gelbes Licht; Der Vorgang läuft (Schlafen, Laden, Entladen) – grünes Licht; Systemfehler (Übertemperatur, Hardwarefehler usw.) – rotes Licht und Ton Grundkonfiguration des gesamten Systems 1. Der Temperaturanstieg der Antriebsplatine und des internen Kühlkörpers des Schaltnetzteils am Gerät beträgt ≤ 30 ℃, und die Verlustleistung des Kühlkörpers sollte entsprechend dem langfristigen Vollausschlag ausgelegt werden, um sicherzustellen, dass die Geräte können lange Zeit stabil arbeiten. 2. Der Gerätekalibrierungszyklus beträgt 3 Monate. Stellen Sie innerhalb von 3 Monaten nach der Kalibrierung des Geräts sicher, dass die Spannungsmess- und Steuergenauigkeit aller Kanäle ≤ ± (0,1 % FS + 0,1 % RD) und die Strommess- und Steuergenauigkeit ≤ ± (0,1 % FS + 0,1 %) beträgt. RD). 3. Kühlmethode für elektrische Teile: Abluftkühlung durch Lüfter. Umweltanforderungen an die Ausrüstung 1. Temperatur der Arbeitsumgebung: 25 ± 8 ℃; 2. Relative Luftfeuchtigkeit: 30 % ~ 75 %; 3. Anforderungen an die Gerätebelüftung: Innerhalb von 1,5 Metern von der Vorder- und Rückseite des Geräts und 0,8 Metern von der Seite des Geräts sollten keine Hindernisse vorhanden sein. 4. Installationsort: Innen, saubere Werkstatt. 5. Computerkonfiguration: Jeder Computer verwaltet 5 setzt (vom Käufer bereitgestellt). 4. Der Prozessaktionsablauf der Ausrüstung: Steuerungsstart---Schranktür manuell öffnen---Befestigung offen---Zellladung zum Schrank---Befestigung festziehen---Schranktür schließen---Bildungsbeginn---Bildungsabschluss ---Die Schranktür ist geöffnet---Die Halterung wird geöffnet---Die Batteriezelle wird in den Schrank gelegt.
-
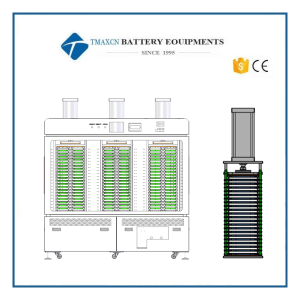
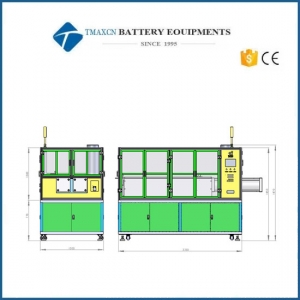
 Batterie-Heißkalander-Elektrodenwalzmaschine für Pilotlinie
Batterie-Heißkalander-Elektrodenwalzmaschine für Pilotlinie
Batterie heiß Batteriekalender Elektrodenwalzpresse für Pilotlinie 1. Einleitung 1.1 Funktion: Diese kontinuierliche Walzproduktionslinie für Batterieelektrodenbleche wird im Walzprozess der Polschuhproduktion von Lithium-Ionen-Batterien verwendet, um die kontinuierliche Walzproduktion von Batteriepolschuhspulen zu realisieren und die vom Batteriepolschuhprozess geforderten Spezifikationen und Qualitäten zu erfüllen; 1.2 Ausrüstungszusammensetzung: Es umfasst hauptsächlich Abwickelvorrichtung, Riemenverbindungsvorrichtung, Kantenbeschneidevorrichtung, Staubentfernungs- und Eisenentfernungsvorrichtung, Heizwalzenpresse, Riemenverbindungsvorrichtung nach dem Pressen, Wickelvorrichtung, Hydrauliksystem, Antriebssteuerungssystem, Demontagewalzenvorrichtung usw ; 1.3 Schematische Darstellung des Geräteaufbaus (das Bild zeigt den rechten Typ, der linke Typ ist symmetrisch dazu): 2. Prozessparameter 2.1 Anwendung: Geeignet für den Walzprozess von Batteriematerialien wie Lithiumeisenphosphat, Lithiumkobaltoxid, Lithiummanganat, Ternär, Lithiumtitanat usw. 2.2 Anpassung an eingehende Materialspezifikationen: Polschuhbreite 150 ~ 300mm, Materialrollendurchmesser ≤500mm 2.3 Output-Produktindikatoren: 2.3.1 Dickengleichmäßigkeit des Polstücks nach dem Walzen: ≤ ± 0,002 mm (erforderliche Dickengenauigkeit des eingehenden Materials: ≤ ± 0,002 mm); 2.3.2 Ausrichtungsfehler der Wicklungskante: ≤ ± 0,3 mm 3. Installation 3.1 Der Hauptmotorteil erfordert eine Bodenlast ≥ 3,5 t/ ㎡ (oder anhand der mitgelieferten Fundamentzeichnung) 3.2 Stromversorgung: 380V±5%, 50Hz Dreiphasen-Fünfleitersystem 3.3 Gesamtleistung: 60 kW + 10 % Sicherheitsfaktor/Einheit 3.4 Druckluft: Druck 0,2 ~ 0,7 MPa, Durchflussrate: 20 l/min, der Außendurchmesser des Schnittstellenrohrs beträgt 8 mm 3.5 Betriebsumgebung: Temperaturbereich 0 ~ +45℃ relative Luftfeuchtigkeit: ≤30% 3.6 Der Innendurchmesser des Laufs: 3 Zoll, die Länge des Laufs ≤550 mm 4. Gerätefunktionsindex 4.1 Gesamtabmessungen der kontinuierlichen Walzlinie (Länge*Breite*Höhe): 4,8×2,6×2 m 4.2 Gesamtgewicht der Ausrüstung: ca. 9 Tonnen 4.3 Aussehen Farbe der Ausrüstung: nationaler Standard warmes Grau 1C 4.4 Anordnung: links/rechts (der Antriebsteil ist links/rechts von der Einspeiseseite aus gesehen) 4.5 Rollgeschwindigkeit: 1-12m/min 4.6 Maximaler Druck zwischen den Rollen: 1800 kN 4.7 Gesamtanlageneffizienz: OEE≥95% 4.7.1 Berechnungsformel: OEE = Verfügbarkeitsrate × Leistung × Produktqualifikationsrate 4.7.2 Subindizes Zugehörige Subindizes Notiz Verfügbarkeit = Betriebszeit ÷ geplante Arbeitszeit 98% Nutzungsrate Ausdrucksstärke = Gesamtleistung ÷ (Betriebszeit min*CPM) 98% Ausrüstungskapazität Produktqualifizierungsrate = tatsächliche Anzahl guter Produkte ÷ geplante Anzahl guter Produkte 99% Hinweis: Ziehen Sie bei der Berechnung die Faktoren ab, die die normale Produktion beeinflussen, wie Materialversorgung, Stromversorgung, Gasversorgung usw. 4.8 Konstruktions- und Herstellungsvorschriften und -normen: in Übereinstimmung mit den einschlägigen nationalen Normen 5. Hauptleistungsindikatoren 5.1 Abwickelvorrichtung l Funktion: Stellen Sie passiv Polstücke zum Rollen unter einer bestimmten Spannungssteuerung bereit l Abwickeln des aufblasbaren Schafts: Φ74 mm mit aufblasbarer Pistole l Effektive Nutzungslänge des aufblasbaren Schafts: 550 mm l Spannbereich (Einstellbereich): 1 ~ 20kgf l Genauigkeit der Spannungsregelung: 5 % l Korrektursteuerung: fotoelektrische Infrarotkorrektur l Korrekturhub: ±50 mm l Kantensteuerung: Die Genauigkeit der Abweichungskorrektur beträgt ≤ ± 0,2 mm l Magnetpulverbremse: 50Nm 5.2 Frontanschlussvorrichtung l Funktion: Wird verwendet, um den Polschuh zu verbinden, wenn er während des Walzvorgangs bricht oder wenn die Materialrolle gewechselt wird, um den Polschuhabfall zu reduzieren. l Zusammensetzung: Es besteht aus Verbindungsplatte, Druckstange, Luftzylinder, Führungsrolle und anderen Teilen. l Steuerung: Der Zylinder wird durch das manuelle pneumatische Ventil gesteuert, um das Polstück zusammenzudrücken und zu lösen l Betrieb: manuelle Verbindung 5.3 Kantenbesäumvorrichtung l Funktion: Wird verwendet, um die unbeschichtete Folie auf beiden Seiten des Polstücks abzuschneiden, die Falten des Polstücks zu reduzieren, die durch die ungleichmäßige Dehnungsrate während des Walzens verursacht werden, und die Ausschussrate zu reduzieren, die durch den Polstückstreifen verursacht wird. l Prinzip: Das obere Schneidmesser wird messerabhängig manuell zugeführt und das linke und rechte Schneidmesser werden separat angesteuert. l Antrieb: 0,55-kW-Motor mit variabler Frequenz treibt die untere Messerwelle an, um mit der Walzgeschwindigkeit übereinzustimmen l Schnittgeschwindigkeit: Die Schnittgeschwindigkeit wird mit dem Rollen der Hauptmaschine synchronisiert l Obere Schneidklinge: Φ100×Φ65×1,2 mm l Schneidmesser: Φ100×Φ65×2mm 5.4 Entstaubungsvorrichtung l Funktion: Reinigen Sie Staub und Grate auf dem Polstück l Zusammensetzung: besteht aus vorderen und hinteren Walzenbürsten, Luftzylindern, Staubsaugern, Walzenbürsten-Antriebsmotoren usw. l Prinzip: Verwenden Sie vordere und hintere Walzenbürsten, um Staub und Grate auf den Polschuhen abzubürsten, passieren Sie den Staubabsaugeimer, Staub und Luft werden durch den Zyklonabscheider getrennt und die saubere Luft wird aus dem Schalldämpfer durch den Lüfter abgeführt. Reinigen Sie den Staub regelmäßig. l Anzahl Walzenbürsten: 2 l Antrieb: 0,75 KW Hochdrucklüfterantrieb l Prozessluftmenge: 2,4 m3/min 5.5 Vordere Dämpfungsvorrichtung l Funktion: Reduzieren Sie den Jitter des Polschuhs während des Walzvorgangs und verhindern Sie, dass der Streifen bricht l Zusammensetzung: feste Führungsrolle, schwimmende Führungsrolle, feste Halterung usw. l Prinzip: Das Polstück läuft durch die schwimmende Führungsrolle, um das Zittern des Polstücks zu reduzieren und ein Abisolieren des Polstücks zu verhindern. 5.6 Walzenpresse l Aufbau: Zwei Rollen sind horizontal nach oben und unten angeordnet l Rahmen: Gussbogen vom Typ "Mund". l Lagersitz: 45 Stahlguss l Basis: Gesamtbasis l Rollengröße: φ400 mm × 450 mm l Rollenmaterial: 9Cr3Mo (Elektroschlacke-Umschmelzen) l Die Tiefe der abgeschreckten Schicht der Walzenoberfläche: ≥18 mm, die Walze ist abgeschreckt und HB280-300 angelassen. l Rauheit der Walzenoberfläche Ra ≤ 0,2 um l Walzenzylindrizität ≤ ± 0,001 mm l Toleranz des Rundlauffehlers der Rollmontagemaschine: ≤ ± 0,002 mm l Heizwalzenstruktur: Vollwalze mit Heizloch l Heizungsverbindungsmodus: Das Wellenende wird durch eine RHG-Drehverbindung verbunden l Walzenheizmethode: Formtemperatur-Heizregler l Heizmedium: Wärmeträgeröl l Heiztemperatur: Raumtemperatur ~ 120℃, stufenlos regelbar, gesteuert über Digitalanzeige Temperaturregler l Gleichmäßigkeitsfehler der Walzenoberflächentemperatur (Arbeitsfläche): ≤ ± 1 ℃ l Einstellgenauigkeit: ±0,5℃ l Aufheizgeschwindigkeit: Aufheizen von Raumtemperatur auf 80 ℃, Aufheizen ≤ 100 Minuten; Erwärmung bei Raumtemperatur auf 120 ℃, Erwärmung ≤ 150 Minuten l Heizleistung: 45kW l Voreingestellter Liniendruck der Walzenpresse: 5 t/cm l Walzenspalt-Einstellbereich: 0-2 mm, Touchscreen-Display. l Walzenspaltverstellung: Servomotor treibt den Mittelkeil zur Verstellung über die Kugelumlaufspindel an l Einstellgenauigkeit: 0,001 mm l Maximaler Druck zwischen zwei Walzen: 1800 KN (unter Druck gesetzt durch Gas-Flüssigkeits-Druckerhöhungspumpe) l Antrieb: Der Getriebemotor ist über die elastische Stiftverbindung mit den Walzen verbunden und die Walzen werden über Zahnräder angetrieben l Hauptmotorleistung: 7,5 kW (380 V 50 Hz Drehzahlregelmotor mit variabler Frequenz) l Rollgeschwindigkeit: 1-12m/min (stufenlose Geschwindigkeitsregulierung) l Elektrische Steuerung: SPS-Programmsteuerung, Touchscreen-Bedienung. l Arbeitsdruck: Gas-Flüssigkeits-Druckerhöhungspumpe l Druckmethode: unterer Hydraulikzylinder und oberer Druck l Hydraulikzylinderdurchmesser: φ220mm l Hydrauliksystem: Der maximale Druck beträgt 31,5 MPa. l Größe des Hostgeräts: (Länge × Breite × Höhe) ca. 2800 mm × 950 mm × 1930 mm l Anordnung: Links/Rechts (der kraftbetriebene Teil auf der linken Seite des Zufuhrendes ist der linke Typ und die rechte Seite ist der rechte Typ) l Aussehen der Ausrüstung: Die Farbe ist internationaler Standard warmgrau 1C oder kundenspezifisch nach Kundenwunsch l Hostgewicht: ca. 6 Tonnen 5.7 Hintere Vibrationsdämpfungsvorrichtung l Funktion: Reduzieren Sie den Jitter des Polschuhs während des Walzvorgangs und verhindern Sie, dass der Streifen bricht l Zusammensetzung: feste Führungsrolle, schwimmende Führungsrolle, feste Halterung usw. l Prinzip: Das Polstück läuft durch die schwimmende Führungsrolle, um das Zittern des Polstücks zu reduzieren und ein Abisolieren des Polstücks zu verhindern. 5.8 Wickelvorrichtung l Funktion: Sammeln Sie die gerollten Polstücke in Spulen l Zusammensetzung: Aufblasbare Welle, Abweichungskorrektur, Magnetpulverkupplung, Wicklungsreduzierer, Rahmen usw. l Prinzip: Nach dem Walzen werden die Polstücke zu Spulen gesammelt, und die Kanten der Spulen werden durch den Korrekturmechanismus sauber kontrolliert. l Zurückspulender aufblasbarer Schaft: Φ74 mm mit aufblasbarer Pistole l Effektive Nutzungslänge des aufblasbaren Schafts: 550 mm l Spannbereich (Einstellbereich): 1 ~ 20kgf l Genauigkeit der Spannungsregelung: 5 % l Korrektursteuerung: fotoelektrische Infrarotkorrektur l Korrekturhub: ±50 mm l Kantensteuerung: Die Genauigkeit der Abweichungskorrektur beträgt ≤ ± 0,2 mm l Magnetpulverkupplung: 50 Nm l Wickelleistung: 1,5 kW Untersetzungsmotor 5.9 Antriebssteuerung l Der Antrieb jeder Komponente der gesamten kontinuierlichen Walzproduktionslinie wird von Motoren unterschiedlicher Spezifikationen und Modelle angetrieben, die zentral auf dem Bedienfeld bedient werden, und alle Antriebsmotoren sind mit Überlastschutz ausgestattet; l Der Steuerteil umfasst: Touchscreen, SPS, Hauptmotorinverter, Servomotortreiber für Walzenspalte, Spannungsregler, Korrekturregler usw. l Der Betrieb des Systems erfolgt über eine SPS-Steuerung, einen Touchscreen- und Tastenbetriebsmodus, und an der Aufhängungsbetriebsstation, dem Walzwerk-Zufuhrende und dem Auf- und Abwickelbetriebsende sind Not-Aus-Tasten vorgesehen, um die Sicherheit des Bedieners zu gewährleisten l Zu den wichtigsten Kontrollelementen des Systems gehören: l Rollenpresse Start, Stopp, Anzeige, Überlastschutz l Hydrauliksystem starten, stoppen, Anweisung l Rollgeschwindigkeitseinstellung, Geschwindigkeitsanzeige l Druckeinstellung, Druckanzeige l Mit Walzendruckparametern (Druck, Walzenspalt) Löschen und Speicherfunktion l Die Walzparameter können gemäß dem Polstückmodell automatisch wiederhergestellt werden l Zählerzählfunktion l Abnormale Alarmfunktion l Ausgestattet mit MES-Datenausgabe-Docking-Funktion, Docking-Methode und Datenbank-Sammelmethode werden vom Käufer bereitgestellt 5.10 Rollendemontagevorrichtung l Funktion: Dieses Gerät wird für den Austausch oder die Wartung von Walzen verwendet, wodurch die Betriebszeit zum Zerlegen von Walzen und die Arbeitsintensität der Bediener verringert werden l Zusammensetzung: besteht aus einer Rollendemontagehalterung, einer Rollendemontageführungsschiene usw. l Bedienung: Bei der Demontage der Walze die Walze samt Einbaustück aus der Demontageführungsschiene schieben und mit einem Kran oder Gabelstapler die Walzen demontieren und heraustransportieren. Die Installation erfolgt in den entgegengesetzten Schritten. 6.Konfigurationsliste Nein. Name Markenmodell Notiz 1 Rolle Xingtai Sinostahl Konformitätsbescheinigung 2 Lager Bush / Luo shaft 3 Reduzierer Boneng/Guomao 4 SPS Siemens/Delta 5 Berührungsempfindlicher Bildschirm Siemens/Delta 6 Frequenzumwandler Siemens/Delta 7 Servosystem zur Einstellung des Walzenspalts Siemens/Delta 8 Elektrische Bauteile Schneider, Chint 9 EPC Aibo/Timaco 10 Gas-Flüssigkeits-Druckerhöhungspumpe USA AZ 11 Pneumatische Komponenten Airtac/SMC Luftleitung ist blau 7. Ersatzteilliste Nein. Name Menge Einheit Notiz 1 Rakel 4 Stck 2 Obere Schneidklinge 2 Stck 3 Untere Schneidklinge 2 Stck 4 Dichtungen für Hydraulikleitungen 2 einstellen 5 Rollenwechselzubehör 1 einstellen 1 Satz pro Werkstatt 6 Einfaches Werkzeug zur Gerätewartung 1 einstellen Werkzeugkasten 8. Liste der Verbrauchsteile Nein. Name Spezifikation Menge Marke Referenzwechselzyklus 1 Rakel 0,2*30*450mm 2 Schweiz 15 Tage 2 Obere Schneidklinge Φ100*1,2 2 Inländisch 15 Tage 3 Untere Schneidklinge Φ100*2 2 Inländisch 15 Tage 4 Rolle Φ400*450 2 Sinostahl 6 Monate (Mahlen) 5 Getriebeöl VG320 50L Große Mauer 12 Monate 6 Hydraulisches Öl L-HV150 20L Große Mauer 12 Monate 7 Zylinder mit geringer Reibung 2 Airtac/SMC zwei Jahre 8 Dreiachsiger Zylinder 2 Airtac/SMC zwei Jahre 9 Ultradünner Zylinder 4 Airtac/SMC zwei Jahre 10 Ventil ziehen 5 Airtac/SMC zwei Jahre 11 Das elektromagnetische Ventil 4 Airtac/SMC zwei Jahre 12 Axiallüfter 2 zwei Jahre 13 Potentiometer 1 Schneider zwei Jahre
-
 Automatische Heißpress-Druckformmaschine für die Herstellung von Beutelzellen
Automatische Heißpress-Druckformmaschine für die Herstellung von Beutelzellen
-
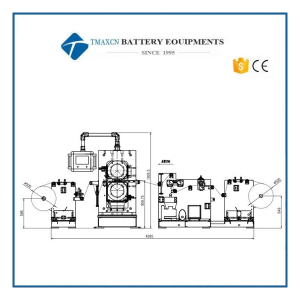
 5V20A 64-Kanal-Vertikal-Beutelzellen-Heißpressen-Druckformungsmaschine für Beutelzellen-Produktionslinie
5V20A 64-Kanal-Vertikal-Beutelzellen-Heißpressen-Druckformungsmaschine für Beutelzellen-Produktionslinie
-
 Manuelle Flachhydraulik-Hot-Pellet-Presse mit Doppelplatte 300C oder 500C
Manuelle Flachhydraulik-Hot-Pellet-Presse mit Doppelplatte 300C oder 500C
Manuelle Flachhydraulik-Hot-Pellet-Presse mit Doppelplatte 300C oder 500C
-
 300C 500C Lab Manuelle zylindrisch-elektrische hydraulische Heißpelletpresse
300C 500C Lab Manuelle zylindrisch-elektrische hydraulische Heißpelletpresse
300C 500C Lab Manuelle zylindrisch-elektrische hydraulische Heißpelletpresse
-
 300C 500C 24T Lab Manual Flat Heat Hydraulische Presse mit doppelter Heizmatrize
300C 500C 24T Lab Manual Flat Heat Hydraulische Presse mit doppelter Heizmatrize
300C 500C 24T Lab Manual Flat Heat Hydraulische Presse mit doppelter Heizmatrize
-
 Laborerweiterte manuelle integrierte Heißhydraulikpresse mit doppelten Heizplatten 300 ° C 500 ° C
Laborerweiterte manuelle integrierte Heißhydraulikpresse mit doppelten Heizplatten 300 ° C 500 ° C
Laborerweiterte manuelle integrierte Heißhydraulikpresse mit doppelten Heizplatten 300 ° C 500 ° C
-
 Intelligente Labor-Pulvertablettenpresse mit programmierbarer Steuerung 20T bis 100T
Intelligente Labor-Pulvertablettenpresse mit programmierbarer Steuerung 20T bis 100T
Intelligente Labor-Pulvertablettenpresse mit programmierbarer Steuerung 20T bis 100T
-
 300C 500C 40T Lab Flat Automatische hydraulische Heißpresse mit hochpräziser Druckregelung
300C 500C 40T Lab Flat Automatische hydraulische Heißpresse mit hochpräziser Druckregelung
300C 500C 40T Lab Flat Automatische hydraulische Heißpresse mit hochpräziser Druckregelung
-
 15T 30T Mini Four Column Manual Powder Tablet Hydraulische Presse
15T 30T Mini Four Column Manual Powder Tablet Hydraulische Presse
15T 30T Mini Four Column Manual Powder Tablet Hydraulische Presse
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

