 English▼
English▼




- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Coaters
- PVD Coater
- Hydraulikpresse
- Large Press Machine
- Planetenrührwerk / Mühle
- Kugelmühle
- Labormaschine
- Cutting Machine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Automatische Stanzmaschine für die Herstellung prismatischer Batterien
Model Number:
TMAX-YK-DP400-L01BZahlung:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Vorherige:
Hochgeschwindigkeitsstapelmaschine mit zwei Stationen für die Herstellung prismatischer ZellenNächste:
Prismatic Battery Blue Film Covering Machine
Automatische Stanzmaschine für die Herstellung prismatischer Batterien
1 、 Geräteeinführung
1. Gerätefunktionen
* Abwickelfunktion (zwei Abwickelmechanismen werden übernommen, und der Servomotor steuert unabhängig das automatische Abwickeln);
* Abweichungskorrekturfunktion (Korrektur der Abweichung des Abrollmechanismus und der Elektrode vor dem Stanzen transportiert wird);
* Riemenspannungskontrollsystem (die Riemenspannung wird unabhängig voneinander durch zwei Puffermodi gesteuert, die den Riemenjitter beim Hochstanzen reduzieren können);
* Die konkave konvexe Matrize aus Metall wird verwendet, um die Formung des Polohrs abzuschließen (es wird eine Wolframstahlmatrize mit hoher Lebensdauer und kleinem Stanzgrat verwendet);
* Entstaubung von Geräterollen (Staubaufnahme von Zugrollen);
* vor dem Stanzen, die Elektrode wird gebürstet und gesaugt;
* Single-Chip-Schneidefunktion (übernehmen Sie die Kurbelwellen-Antriebsstruktur mit Servosteuerung, um das Schneiden abzuschließen, übernehmen Sie die Wolframstahlform mit hoher Lebensdauer und kleinem Stanzgrat);
* einzel Elektrode Förderfunktion (zur Förderung werden drei Vakuumbänder verwendet Elektrode , Staubentfernung auf beiden Seiten der Elektrode und Aussortieren fehlerhafter Produkte werden während des Förderprozesses durchgeführt);
* Staubentfernung auf beiden Seiten des Elektrode (Standardmäßige Wollfilz- und Unterdruck-Staubsammlung; berührungslose elektrostatische Staubentfernungsvorrichtung ist vorbehalten) diese Staubentfernungsmethode ist optional;
* doppelte CCD-Erkennung und Kennzeichnung von Elektrode Oberflächenfehler (CCD erkennt beide Seiten der Elektrode , die Etikettiermaschine etikettiert nach der Erkennung die unqualifizierten Produkte und zieht diesen Abschnitt bei der Polohrbildung durch; das Gerät verfügt standardmäßig nicht über diese Funktion und die Einbauposition ist reserviert) diese Funktion ist optional;
l Farbcodeerkennung fehlerhafter Produkte (die Messelektrode hat ein fehlerhaftes Etikett und das Elektrodengerät filtert automatisch fehlerhafte Produkte aus);
* einzel Elektrode Größe CCD-Erkennung (für jede Elektrode Gesamtgrößenerkennung, das Gerät sortiert automatisch fehlerhafte Produkte aus);
* Elektrode Sammelfunktion ( Elektrode In der Materialbox ist eine Zählfunktion mit Sortierfunktion installiert Elektrode s, und die Elektrode s werden ordentlich in der Materialbox gesammelt);
* die Patronenhülsen-Umwandlungs- und Förderfunktion (die Patrone wird auf dem Drehteller installiert und die Patronenhülse wird automatisch umgewandelt; der Manipulator zieht die Patronenhülse heraus und verbindet die Materialleitung) die Patronenhülse kann mit der Laminiermaschine geteilt werden;
2. Ausstattungsprinzip
Das Prinzip der kontinuierlichen Zuführung der Polarspule, der Steuerung des Stanzens und des Polarimpulses durch den Modus der elektronischen Nocke und der Steuerung ungleicher Entfernungen durch Servotraktion.
3. Aktionsprozess der Ausrüstung
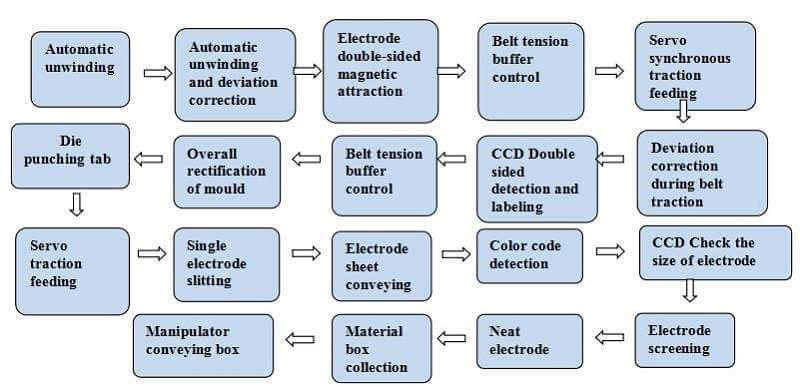
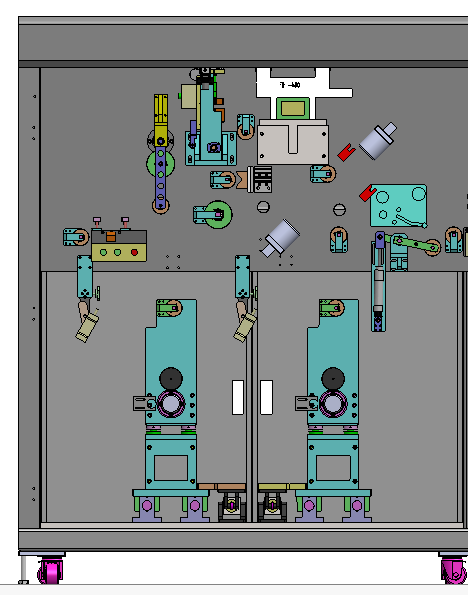
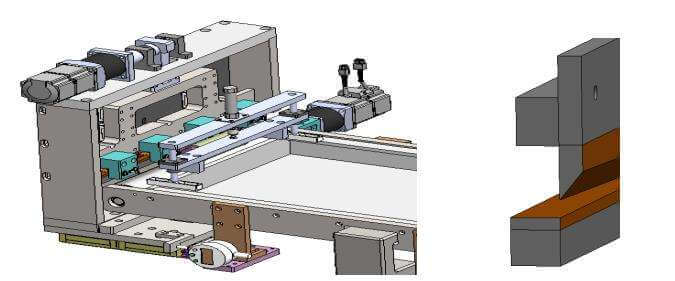
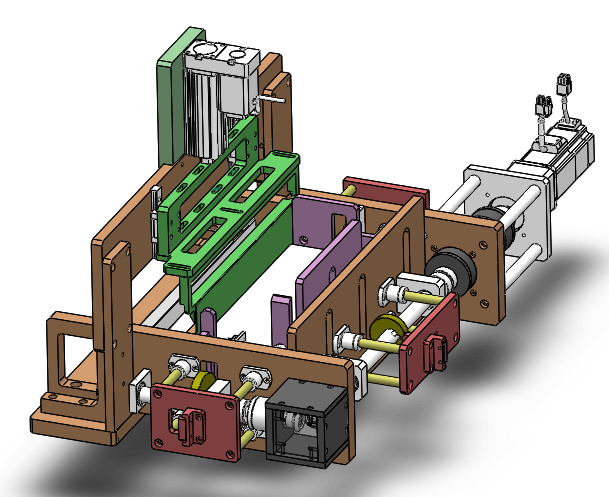
4. Gesamtstruktur
1) Größe : 4200 mm L ; W : 1 2 8 0mm ; H : 2050mm 。
2) Gewicht : 1,85 T
3) Gesamtstrukturdiagramm
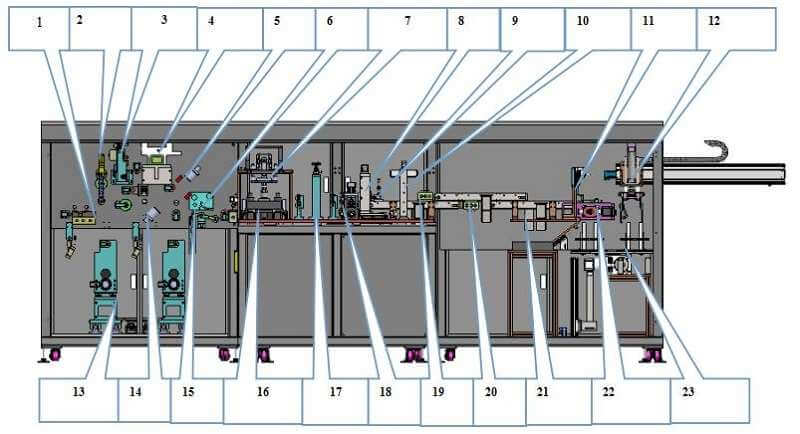
1. 上料接料台: Fütterungs- und Empfangsplattform
2. 张力缓存机构 : Spannungspuffermechanismus
3. 滚轮牵引机构: Rollenzugmechanismus
4. 过程纠偏组件 : Prozesskorrekturkomponente
5. CCD 检测 : CCD-Test
6. 贴胶机 : Klebstoffapplikator
7. 极耳成型模切组件 : Laschenbildungs-Stanzanordnung
8. 裁切机构 :Schneidemechanismus
9. 色标传感器 :Farbcodesensor
10. CCD 检测机构 : CCD-Erkennungsmechanismus
11. 次品剔除机构 :Reject-Mechanismus
12. 机械手抓取机构 : Greifmechanismus des Manipulators
13. 自动放卷纠偏装置 : Automatische Abwickel- und Abweichungskorrekturvorrichtung
14. CCD 检测 :CCD-Test
fünfzehn. 缓存机构 : Cache-Mechanismus
16. 模具冲切机构 : Stempelstanzmechanismus
17. 转型调节机构 : Institution der Transformationsanpassung
18. 滚轮牵引机构 :Rollenzugmechanismus
19. 除尘机构 :Staubentfernungsmechanismus
20. 除尘机构 :Staubentfernungsmechanismus
21. 次品收集盒 :Defekte Produktsammelbox
22. 整齐料盒极片机构 : Ordentlicher Materialbox-Elektrodenmechanismus
23. 转化料盒机构 :Conversion-Box-Mechanismus
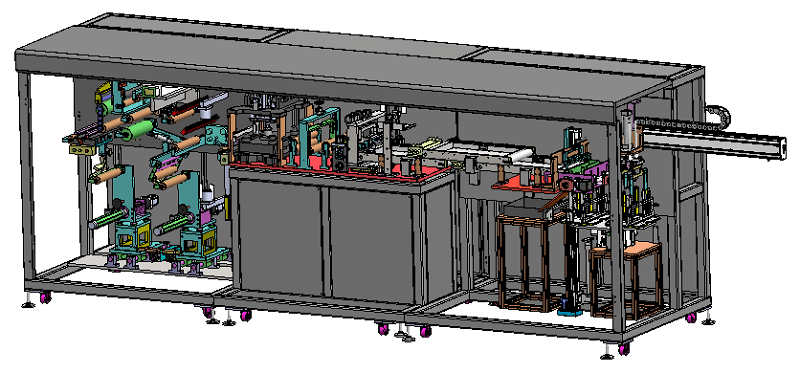
4) Geräteaussehendiagramm
4 、 Funktionseinführung von Ausstattungskomponenten
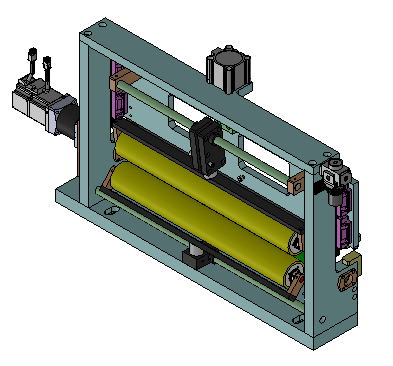
1. Automatische Fütterungsvorrichtung
l Max. Durchm : Ø700mm ;
l maximales Gewicht : 150kg ;
l Hülseninnendurchmesser : 150,2 ± 0,5 mm ;
l Abwickel- und Beschickungsmodus: Die Beschickung erfolgt direkt per Logistik-Andockwagen oder manuell ;
l Der Abwickelmechanismus übernimmt die aufblasbare Schaftstruktur, und beide Enden des aufblasbaren Schafts sind mit Wälzlagern ausgestattet, die eine feste Struktur aufweisen ;
l Es ist mit einer Wickelband-Verbindungsplattform und einer zusätzlichen Markierungslinie ausgestattet, die für das manuelle Verbinden des Bandes praktisch ist ;
l Hinter dem Aufnahmetisch befindet sich ein Dauermagnetstab mit 40000 g, um Eisen von der Vorder- und Rückseite des zu entfernen Elektrode ;
l Staubaufnahme durch doppelseitige Walzenbürste des Polarstücks vor dem Stanzen ;
l Mit Anpressvorrichtung vor dem Stanzen ;
l Das Servosystem wird verwendet, um das synchrone Abwickeln zu steuern, um die Spannung stabil zu halten ;
l Der einstellbare Spannungsbereich beträgt 0-150 N , und die Genauigkeit beträgt ± 10% ;
l Vor und nach dem Ober- und Untermaterial wackelt die Aufrollwelle ≤ 5 mm ;
l Abstand von der Stirnseite der Wickelwelle bis zur Außenseite der Schutzabdeckung ≤250mm ;
l Mit Sicherheitsschutzdesign ;
l Das Abweichungskorrektursystem verwendet einen hochpräzisen CCD-Abweichungskorrektursensor, um die gegenüberliegende Seite zu steuern und die Abweichungskorrekturgenauigkeit ± 0,2 mm zu verbessern .
1. Riemenspannungskontrollsystem
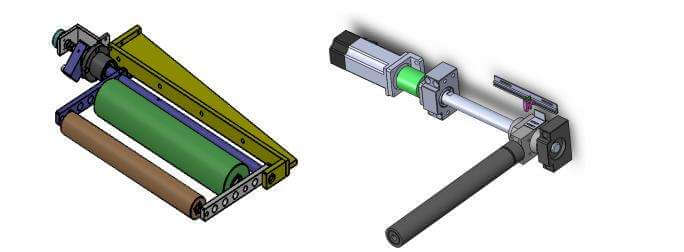
l Die Abwickelspannungsregelung des Materialbandes setzt sich aus zwei Mechanismen zusammen ;
l Der Abwickelteil der Luftexpansionswelle wird durch die Schwingung des reibungsarmen Zylinders gesteuert, um die Spannung während des Abwickelvorgangs zu steuern ;
l Während des Stanzens schwingt der Riemen auf und ab, und der Servomotor zieht die Schraubenstange, um dies auszugleichen. Wenn sich beispielsweise die Matrize hebt und senkt, zieht der Servomotor schnell die Länge des Polschuhs, um die Spannung beim Transport des Polschuhs sicherzustellen ;
l Das Schwenkteil verwendet ein hochpräzises Proportionalventil, ein hochpräzises Potentiometer und einen reibungsarmen Zylinder, um die Zufuhr synchron zu steuern ;
l Die Schraubenstange wird durch die analoge Servogröße gesteuert, und die Spannung kann entsprechend der Größe des Polstücks eingestellt werden ;
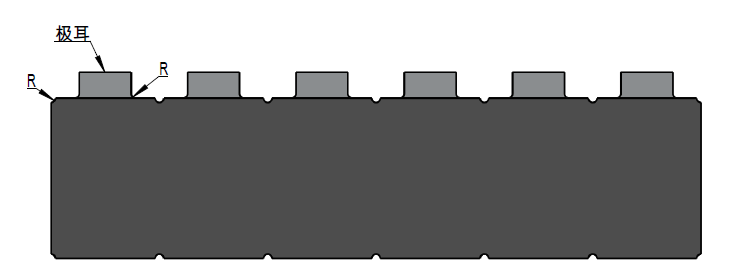
2. Tab Stanz- und Umformvorrichtung

l EIN dopt die konkave konvexe Stanzform aus Metall, um die Formung abzuschließen Tab
l Das Stanzen der oberen und unteren Matrize nimmt den Scherenpunkt-Kontaktmodus an ;
l Die servogetriebene Kurbelwelle wird verwendet, um den Hochgeschwindigkeits-Stanzvorgang der Matrize zu vervollständigen, und das Polstück ist während des Schneidevorgangs frei von Beschädigungen, herunterfallendem Pulver, scharfen Ecken und anderen Defekten ;
l Die Demontage und Installation der Matrize sind einfach, und die Breite des Polstücks ist einfach einzustellen. Es kann die unterschiedlichen Größen von Polstücken innerhalb eines bestimmten Bereichs erfüllen, und die Wechselzeit beträgt weniger als 1 Stunde ;
l Eine trichterförmige Abfallsammelvorrichtung ist unter der Form installiert, und der nach dem Stanzen und Schneiden anfallende Abfall kann sofort in die Trichtervorrichtung gesaugt und dann in der Abfallrecyclingbox gesammelt werden (Reinigung einmal pro Schicht, Reinigungszeit ≤ 5min) ;
l Die obere Matrize der Matrize ist mit einer Überdruck-Blaskühlfunktion ausgestattet, um die Stanzlebensdauer der Matrize zu verbessern ;
l Der Stanzmechanismus ist mit einem Sicherheitsschutzlichtleiter und einer Sicherheitsschutzabdeckung ausgestattet ;
l Das System verwendet einen hochpräzisen CCD-Abweichungskorrektursensor, um die Genauigkeit der Abweichungskorrektur zu verbessern , ≥0,2 mm;
l Parameter von Elektrode nach dem Stanzen :
3. Riemenzugvorrichtung
l Der Traktions- und Förderprozess des Materialbands besteht aus zwei Sätzen von Traktionsrollenbaugruppen ;
l Der erste Satz von Hochgeschwindigkeits-Steuerungs-Aufrollprozess-Fördersynchronisation ;
l Der zweite Satz von Hochgeschwindigkeitssteuerungsstanzmittelpolstück-Fördersynchronisation ;
l Übernehmen Sie die Servosteuerungs-Einzugsfunktion mit ungleichem Abstand ;
l Da ist ein bräunen Führungsrad vor der Treibrolle, um das zu verhindern Tab nicht nach dem Stanzen diskontiert werden. Das Leitrad lässt sich bei einem Modellwechsel einfach verstellen ;
l Die beiden Walzen sind direkt mit staubabsorbierenden Walzen ausgestattet, um den Staub zu entfernen, der sich während des Ziehens der Walzen angesammelt hat ;
l Die Presswalze wird automatisch durch einen Luftzylinder komprimiert, was zum Einfädeln praktisch ist .
4. Schneidemechanismus
l ich Beim Schneiden von Stangenscheiben gibt es vorne eine Vorpressfunktion und hinten eine Traktionsrolle, um die Duktilität der Stangenscheibe vor dem Schneiden und die Maßgenauigkeit beim Schneiden von Stangenscheibenpulver sicherzustellen;
l nach dem Schneiden ist das Gerät mit einer optischen Induktionsfaser ausgestattet, um zu verhindern, dass das Stangenmesser mit mehreren Abfallstücken verwechselt wird;
l das Untermesser wird mit Vakuum installiert, um Staub zu absorbieren;
l Das eingebettete Wolframstahlmesser wird verwendet, um die Wartungs- und Austauschkosten zu reduzieren ;
l Schneiden hat Zählfunktion.
5. Elektrode Korrekturfunktion in Futterbox
l während des Betriebs der Elektrode , treibt der Servomotor den Sortiermechanismus an, um das zu korrigieren Elektrode ;
l Nach Korrektur, die Elektrode werden in der Materialbox gestapelt, um sicherzustellen, dass die Elektrode in der Materialbox sind ordentlich ;
l Die Materialbox hat eine Zählfunktion und die Polschuhe sind frei von Beschädigungen, Crimpen, Verbiegen, Kratzern und anderen Defekten während des Betriebs und Stapelns ;
l Wenn die Elektrode in der Materialbox gefüllt ist, wird automatisch auf den Puffermechanismus umgeschaltet, um das Material aufzunehmen .
5 、 Staubabsaugung (optional)
l 1) Wollrad, Unterdruck zum Sammeln von Staub
l Das Gerät verwendet ein Wollrad und eine Unterdruck-Entstaubungsmethode, die eine gute Entstaubungswirkung, hohe Effizienz und niedrige Kosten hat.
l Wenn die elektr trat geht durch das Einlassende des Reinigungskopfes, rollen Sie die Antriebsbürste, um das Pulver zu fegen, um den Staub auf der Oberfläche des zu entfernen Elektrode ;
l Anschließend erhält das Polstück inneren Unterdruckwind, um Flugstaub und Staub auf dem Bürstenrad zu absorbieren ;
l Staub sammelt sich im Unterdruckventilator, der leicht zu reinigen ist (einmal im Monat, Reinigungszeit ≤ 5min).
l 1) Berührungslose Staubentfernung
l nehmen Sie die berührungslose Staubentfernungsmethode des Hochdruckionenwinds an, die eine gute Staubentfernungswirkung, hohe Effizienz und hohe Kosten hat;
l Wenn die Elektrode durch das Einlassende des Reinigungskopfes gelangt, werden die Ionisationswolke hier und die statische Elektrizität auf der Spulenoberfläche entfernt;
l Dann ist die Elektrode wird durch den turbulenten Luftstrom beeinflusst, der durch den internen Blas- und Vakuumluftstrom des Reinigungskopfgeräts erzeugt wird ;
l Die Wirkung der turbulenten Luftströmung führt zu hochfrequentem Fressen der e Elektrode ;
l Die kombinierte Wirkung von Hochfrequenzfretting und turbulenter Luftströmung des Elektrode bricht die Luftzwischenschicht auf der Oberfläche des Polschuhs, und gleichzeitig werden die von der Zwischenschicht freigesetzten Schadstoffe in den Vakuumluftstrom gesaugt ;
l Wenn die Elektrode Wenn der Reinigungskopf den Reinigungskopf verlässt, passiert der Polschuh eine weitere Ionenwolke, um eine sekundäre Verschmutzung der Oberfläche zu verhindern Elektrode.
6. Design-Merkmale
Merkmale |
Vorteile |
Berührungslose Reinigung |
Vermeiden Sie das Risiko von Markierungen und Beschädigungen auf der Oberfläche des Elektrode , und zur gleichen Zeit, beeinflussen nicht die Tracking-Erkennung der Position der Elektrode am Gürtel |
Integration der elektrostatischen Steuerung |
Neutralisieren Sie statische Elektrizität, optimieren Sie die Reinigungsleistung und polarisieren Sie die Sekundärverschmutzung auf der Oberfläche des Blattes effektiv vor |
Einzigartiges "Fixed Port"-System |
Der Rohrleitungsanschluss des Reinigungskopfes ist fixiert und die Installation des Reinigungskopfes ist einfacher |
Luftmengenausgleich |
Der Abweichungswert zwischen Blasvolumen und Vakuumluftstrom kann vollständig kontrolliert werden |
Automatische Vakuumkontrolle |
Reduzieren Sie die Häufigkeit der manuellen Anpassung durch Bediener. Erhalten Sie automatisch die beste Reinigungswirkung |
Verlustfreie Teile |
Niedrigere Betriebskosten |
Geräuschloser Betrieb |
Keine durch Lärm verursachten Gesundheits- und Sicherheitsprobleme |
7. Schematische Darstellung der CCD-Erkennung und -Kennzeichnung (optionales Gerät)
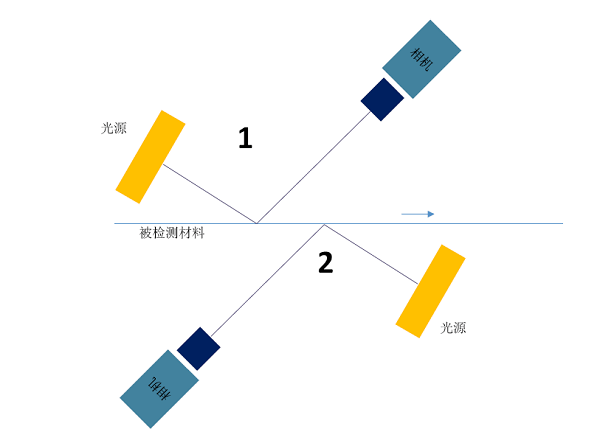
l Intelligente Klassifizierung: Mithilfe von maschinellem Lernen und künstlicher Intelligenz können Selbstlernen und automatische Klassifizierung gemäß der Definition der Fehlerkategorie durch den Benutzer durchgeführt werden.
l PostgreSQL: Verwenden Sie die fortschrittlichste Open-Source-Datenbank zum Speichern von Fehlerbildern, wie z. B. Fehlerort, Größe und andere Informationen ;
l Automatische Archivierung: Fehlerdaten können je nach Benutzereinstellungen automatisch auf externen Geräten oder Systemen gesichert werden
l Diversifizierte Berichte: Stellen Sie Berichte über Testergebnisse und statistische Daten in Form von Tabellen und Grafiken bereit
l Oberflächenebenheitsanalyse: Zeigen Sie die Oberflächenebenheit von Materialien in Echtzeit mit Digital an ;
l praktische und bequeme Bedienoberfläche: Sie kann schwerwiegende Defekte und andere praktische Funktionen beseitigen und markieren, was für den Bediener bequem zu bedienen ist;
l IO-Schnittstelle: Bereitstellung von Ein- und Ausgangssignalen wie Alarm, Papierbruch, Rollenwechsel, Start und Stopp;
l Werksschnittstelle: Basierend auf dem Windows-Betriebssystem kann es über TCP/IP, Ethernet, OPC und andere Schnittstellen mit anderen Systemen und Geräten von Kunden verbunden werden ;
l Wartung per Fernzugriff: Unter der Voraussetzung, dass das Gerät mit dem Internet verbunden ist, kann das System über den Internet-Fernzugriff aktualisiert und gewartet werden ;
l Technischer Support: 7 x 24 Stunden Netzwerk- und Hotline-Support
l D Schnittstelle des Erkennungssystems
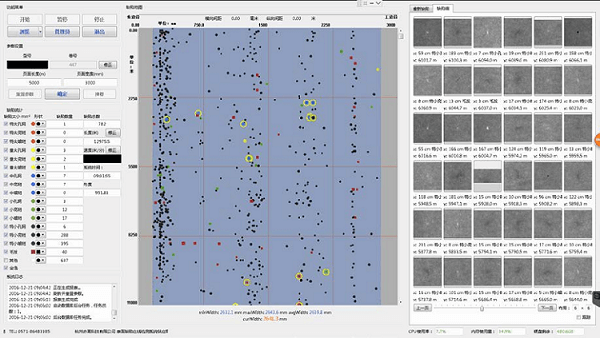
l Schnittstelle zum Anzeigen von Berichten
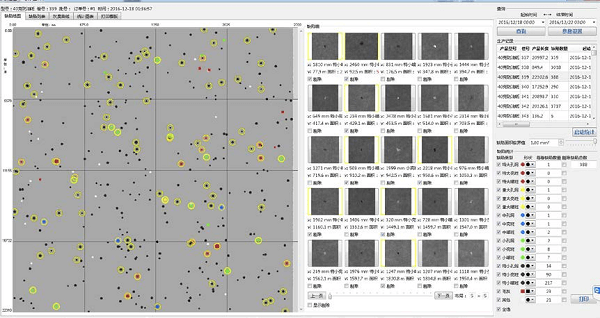
l d Wirkungsbeseitigungsbericht
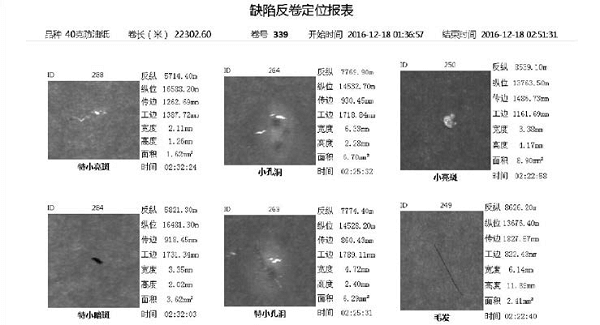
l Indextabelle für die Hauptfehlererkennungsgenauigkeit
L Etikettiermaschine e:
Ausgestattet mit einem Etikettiermaschinensatz entspricht die Klebegeschwindigkeit der Schnittgeschwindigkeit, und die Etikettiermittellinie und der Innenkantenabstand des Polstücks können mit einer Genauigkeit von ± 2 mm eingestellt werden.
Etikettengröße: 12 mm breit und 14 mm lang, die vom Benutzer angepasst werden kann.
EIN 、 Größe und Spezifikation der eingehenden Materialien
SN |
Artikel |
Spez |
Anmerkung |
1 |
Einzugsbreite |
300 - 420 mm ( einschließlich Registerkarte ) |
|
2 |
Dicke des eingehenden Materials |
Kathode : 9 - 200 μm ; Anode : 9 - 200 μm |
|
3 |
Innendurchmesser der Austragstrommel |
6 Zoll φ 150 0,2 mm |
|
4 |
Anwendbares System |
Lithiumeisenphosphat, Lithiumkobaltoxid, Lithiummanganat, ternäre Materialien, Graphit und andere Batterie- und Kondensatorschlammsysteme |
|
5 |
Außendurchmesser von Elektrode Blatt |
≤φ700mm |
|
6 |
Beschichtungsverfahren |
Kontinuierliche Beschichtung |
|
7 |
Eingehender Beschichtungsbreitenfehler |
≤±2mm |
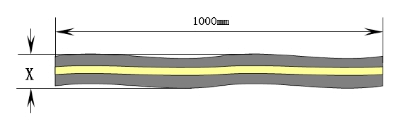
B 、 Anforderungen an eingehendes Material für die Produktion
l Ebenheitsfehler der ankommenden Wicklungsstirnfläche : ±5mm ;
l Serpentinenfehler : X±2mm/m ;

l Elektrode Welle : X ± 5mm/m ;
l die Lebensdauer der Form gewährleisten und die Materialdickenänderung an der Schnittposition der Form weniger als 10 μm beträgt
C 、 Herstellungsprozess der Ausrüstung
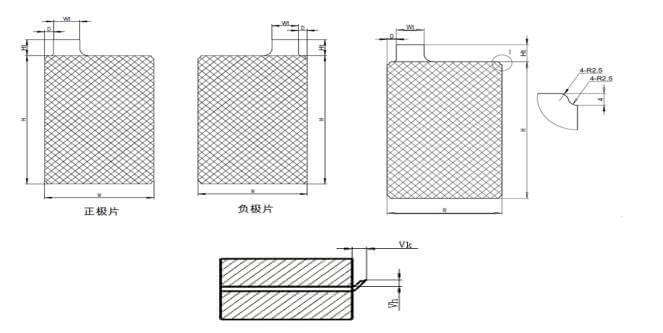
Größenbereich und Genauigkeit von Elektrode nach dem Stanzen |
||||
SN |
Artikel |
Größe ( mm ) |
Genauigkeit |
Anmerkung |
1 |
Elektrode W |
40 ~ 110 |
±0,2 mm |
|
2 |
Elektrode H |
60 ~ 160 |
±0,25 mm |
|
3 |
Elektrode Ht |
10 ~ 30 |
±0,2 mm |
|
4 |
Elektrode D Instanz |
5~ 20 |
±0,25 mm |
|
5 |
Elektrode Gew |
6 ~ 65 |
±0,2 mm |
|
6 |
Grat vh |
≤7um |
|
|
7 |
Grat vk |
≤25um |
|
|
D 、 Technische Indexparameter der Ausrüstung
SN |
Artikel |
Spez |
1 |
Stanzverfahren |
Stanzen |
2 |
Lebensdauer der sterben für Tab und Loch markieren |
Negativelektrodenform 1 Million Mal / Schleifen, Formschleifzeiten ≥ 10 Mal 800000 Mal / Schleifen der Positivform und die Anzahl der Formschleifen ≥ 10 Mal Gesamtlebensdauer des Stanzmessers nach der Reparatur: ≥ 10 Millionen Mal |
3 |
Ladezustand |
Manuelle Rollenladefunktion, das Gerät kann die Restmaterialerkennung und Alarmfunktion realisieren Es kann zwischen Rollenabschlussband und Bandspleißband (verschiedene Bandfarben) unterschieden werden |
4 |
Elektrode Abweichungskorrekturgerät |
Die Genauigkeit der Abweichungskorrektur beträgt garantiert 0,1 mm unter der Voraussetzung, dass das Material keine Kantenfehler aufweist |
5 |
Elektrode Spannungskontrolle |
Genauigkeit der Spannungsregelung < 10% |
6 |
Stanzwerkzeug |
SKD-11 + Importierter legierter Wolframstahl |
7 |
Staubentfernungsvorrichtung |
Staubabsaugung auf beiden Seiten Elektrode nach dem Stanzen |
8 |
Magnetadsorption |
≥40000GSPermanentmagnetstab |
9 |
CCD testen |
Ein Satz von CCD-Erfassungsgeräten ist jeweils auf der Vorder- und Rückseite des Polstücks angeordnet |
10 |
CCD Aufbau |
8 TAUSEND Kamera 2 Stck ,Lichtquelle 2 Stck |
11 |
CCD Erfassungsbereich |
max 4 50mm ( Beschichtungsbreite: 4 00mm ) |
12 |
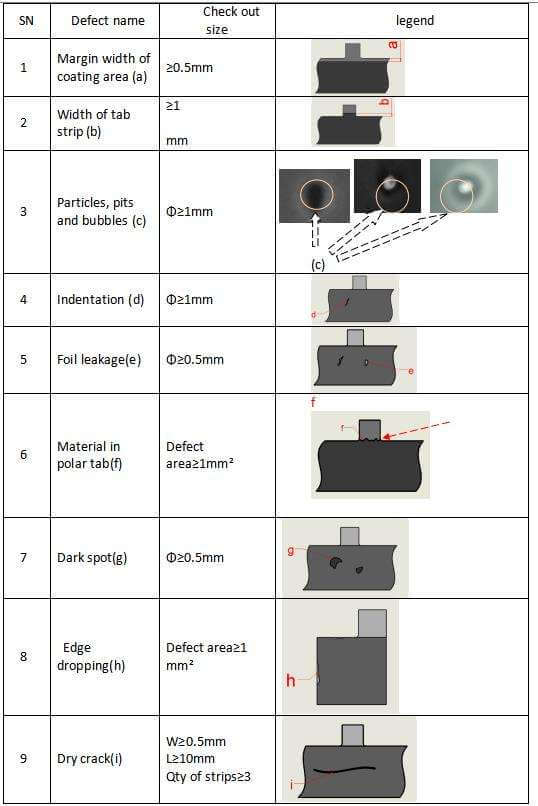
CCD Probeartikel |
Beschichtungsfehler von Standard-Lithiumbatterie-Polschuhen wie freiliegende Folie, trockenes Material, dunkle Flecken, Kratzer, Fremdkörper usw |
13 |
CCD Probeartikel |
T quer0.1mm 、 P Porträt : 0,1mm ( Bester Erkennungszustand ) ( 80m/Min , Schneidgeschwindigkeit) |
14 |
CCD Andere Funktionen des Systems |
Je nach Größe, Art, Dichte, Schnittposition und Periodizität von Fehlern kann eine Alarmausgabe oder Kennzeichnung erfolgen. Alle erkannten Fehlerdaten werden in jedem Volume in einer SQL-Datenbank gespeichert oder in das Informationsmanagementsystem der Fabrik oder verschiedene Standarddatenbanken exportiert. Die Reportranger-Software kann je nach Bedarf automatisch oder manuell verschiedene automatische Berichte über das Produktions- und Qualitätsmanagement ausgeben und kann entsprechend den Kundenanforderungen eingestellt werden, die Kanten von Materialien genau kennzeichnen und mit nachgelagerten Prozessen zusammenarbeiten, um verschiedene Fehler besser zu finden und zu behandeln . |
fünfzehn |
Kennzeichnungsmechanismus |
Etikettenschneid- und Etikettiermechanismus; Die Etikettiergeschwindigkeit entspricht der Zuggeschwindigkeit, und die Etikettiermaschine befindet sich an der Tab |
16 |
MES System |
Alle verwendeten Prozessgeräte müssen über eine MES-Systemschnittstelle verfügen |
17 |
Effizienz |
≥ 120 ppm , Mobilisierungsrate≥95% , Qualifizierte Rate≥98% |
18 |
Schnelle Wechselzeit |
Das Modell einer einzelnen Ersatzform wird nicht überschritten 1 Person *1H |
19 |
Andere Vorraussetzungen |
1. A. Die Aktualisierung des Geräteprogramms kann per Fernsteuerung erfolgen; b. Hardware (Elektrik)-Erkennung; Das Notebook mit Netzwerk wird im Remote-Modus konfiguriert und die für die Fernsteuerung benötigte Software auf dem Notebook installiert. Der Gerätehersteller realisiert die Fernsteuerung mit dem Gerät über das Notebook. Aus Gründen der Datensicherheit wird auf dem Notebook ein Überwachungsprogramm installiert, das alle über das Notebook ausgetauschten Daten überwacht. 2. Hierarchische Geräteverwaltung: Mindestens drei Ebenen sind erforderlich. Die höchste Ebene ist die Verwaltungsautorität des Geräts, die alle Vorgänge am Gerät ausführen und alle Passwörter zurücksetzen kann. Die zweite Ebene besteht darin, alle Parameter der Ausrüstung zu ändern und den Betrieb der Ausrüstung zu realisieren. Die unterste Ebene ist der Gerätebetrieb und einige Vorgänge ändern. Gerätebetriebszeit-Aufzeichnungsfunktion, Aufzeichnungsinhalte müssen in automatische Betriebszeit, Standby-Zeit, manuelle Betriebszeit und Ausfallzeit unterteilt werden. Als Maschinenzeit wird die Zeit definiert, in der das Gerät eingeschaltet wird, aber kein Vorgang ausgeführt wird, und als Störungszeit wird die Zeit definiert, bevor das Gerät ausfällt und die Fehlermeldung nicht beseitigt wird, und die Zeit, in der der Not-Aus-Taster gedrückt wird ; Automatischer Betrieb und manueller Betrieb sind die normale Betriebszeit des Geräts ohne Störungen und Fehler, die je nach gewähltem Betriebsmodus unterschieden werden können. Auf dem Gerät sind mindestens 2 Tage Betriebsaufzeichnungen aufzubewahren. Die Betriebsaufzeichnungen müssen einmal täglich verpackt und an das MES-System oder ein anderes Managementsystem gesendet und per FTP hochgeladen werden. Die hochgeladenen Dateien müssen im CSV-Format vorliegen. Aufzeichnungsfunktion von Geräteparameteränderungen. |
20 |
Vibrationsstandard |
Die Vibrationsintensität muss dem internationalen ISO-2372-Standard für Gerätevibrationen entsprechen (Vibrationsintensität ≤ 0,45 mm/s) |
21 |
Sicherheitsgerät |
1. Stanzmechanismus, Schneidmechanismus und andere Mechanismen sind mit einer Sicherheitsschutztür ausgestattet, um zu verhindern, dass Bediener eintreten, und die Schutzschaltung für das Öffnen der Tür und die Not-Aus-Funktion, und es gibt Sicherheitswarnungen 2. Die Fehleralarmanzeige ist ein dreifarbiger Lampenpfosten und ein Summeralarm, und es gibt eine Aufzeichnungsanzeige auf dem Touchscreen-Bedienfeld |
E 、 Hauptkomponenten der Ausrüstung
SN |
Name |
Marke |
1 |
SPS |
Panasonic |
2 |
Berührungsempfindlicher Bildschirm |
Weinblick |
3 |
Frequenzumwandler |
Schneider |
4 |
Servomotor |
Panasonic |
5 |
Schrittmotor |
Leisai |
6 |
Zylinder und pneumatische Komponenten |
SMC |
7 |
Linearführungsschiene, Gewindestange |
THK |
8 |
Sensor |
Keens |
9 |
Lager |
NSK |
10 |
Magnetventil |
SMC |
11 |
Temperaturregler |
Omron |
12 |
Automatisches Steuerventil |
Shanghai Ziyi |
13 |
Vakuummeter / Manometer |
SMC |
14 |
Elektrische Niederspannungskomponenten |
Schneider |
fünfzehn |
CDD Testen |
Chixiao-Technologie |
16 |
Schimmel |
Wei Sheng |
17 |
Die Leitpfosten |
MISUMI |
18 |
Glasfaser |
Panasonic |
19 |
Magnetschalter |
SMC |
20 |
Elektrische Niederspannungskomponenten |
Schneider |
F 、 Umgebung der Gerätenutzung
SN |
Artikel |
Einheit |
Spez |
Anmerkung |
|
1 |
Leistung auf ganzer Linie |
Kw |
fünfzehn |
380V , 3phasig |
|
2 |
Pressluft |
Druck |
MPa |
0,5 ~ 0,8 MPa |
|
|
|
Verbrauch |
l/min |
50 |
|
3 |
Vakuum |
Vakuum Grad |
KPa |
/ |
|
|
|
Verbrauch |
m3/Std |
/ |
|
|
|
Verbrauch |
m3/Std |
/ |
|
4 |
Stickstoff- |
Druck |
MPa |
/ |
|
|
|
Verbrauch |
m3/Std |
/ |
|
5 |
Leitungswasserverbrauch |
m3/Std |
/ |
|
|
6 |
Kühlwasser verarbeiten |
Temperatur |
℃ |
/ |
|
|
|
Verbrauch |
m3/Std |
/ |
|
Hinweis: Die an der Ausrüstung beteiligten Parameter müssen ausgefüllt werden, und die nicht beteiligten Parameter können mit "/" oder "-" ausgefüllt werden. 。 |
|||||
G 、 Ersatzteile
SN |
Name |
Spez |
Menge |
Anmerkung |
1 |
Stanzwerkzeug |
|
|
|
2 |
Stanzwerkzeug |
|
|



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

