 English▼
English▼




- Batteriepilot / Produktionslinie
- Batterielabor Montage
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- Li-Ion Battery Materials
- kathodenaktive Materialien
- anodenaktive Materialien
- Customized Battery Electrode
- Münze Zelle Materialien
- Lithium-Chip
- zylindrische Zellteile
- Batteriestromkollektoren
- batterieleitende Materialien
- Elektrolyt und Beutel
- Metal Mesh
- Batterieordner
- Trennzeichen und Klebeband
- Aluminiumlaminatfolie
- Nickelstreifen / -folie
- Battery Tabs
- Graphenmaterialien
- Nickel Felt
- Titanium Fiber Felt
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- alle Batteriemontagemaschine
- Batterietester & Analysator
- Battery Safety Tester
- Material Characterization Tester
- Walzpresse Maschine
- Metall-Punktschweißgerät
- Vakuummischer Maschine
- Crimp- / Demontagemaschine
- Vakuumiermaschine
- Elektrolytfüllung
- Stapel- / Wickelmaschine
- Elektrodenschneider / -schneider
- Beutelformmaschine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakuum-Glove-Box
- Öfen
- Hydraulikpresse
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- Kugelmühle
- Planetenrührwerk / Mühle
- Labormaschine
- Metallelektrodenschaum
- WhatsApp : +86 18659217588
- E-Mail : David@tmaxcn.com
- E-Mail : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
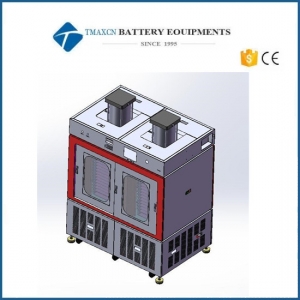
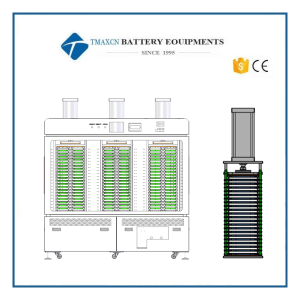 5V6A 256-Kanal-Beutelzellen-Heißpress-Druckformungsmaschine
5V6A 256-Kanal-Beutelzellen-Heißpress-Druckformungsmaschine
5V6A 256-Kanal-Beutelzellen-Heißpress-Druckformungsmaschine 1. Kurze Einführung in die Gerätefunktion Die Ausrüstung wird hauptsächlich für die Bildung von verwendet Beutelzelle unter Druck. Die gesamte Maschine besteht aus 1 Wärmeschutzbox und 3 Klemmsätzen, darunter die Ausrüstung mit 256 Kanälen, und die Vorrichtung und Ausrüstung sind integriert. Die Hauptfunktionen der Leuchte sind wie folgt: 1) Der zum Pressen der Zelle erforderliche Druck wird bereitgestellt, der innerhalb des zulässigen Druckbereichs beliebig eingestellt werden kann. Wenn die Druckeinstellung den Druckeinstellbereich überschreitet, wird ein Alarm gegeben; 2) Drücken Sie die Elektrode fest, um die zuverlässige Verbindung zwischen der Elektrode und dem Stromkreis der gesamten Maschine sicherzustellen. 3) Stellen Sie sicher, dass die Batterie aufrecht steht und der Airbag nach oben zeigt. 2. Die Hauptfunktionen der Formation sind wie folgt: 1) Heiz- und Temperaturregelfunktion; 2) Zuverlässige Andockfunktion des Kanals; 3) Ladefunktion; 4) Entladefunktion; Energierückspeisung in das Stromnetz entladen; 5) Datenverbindung und Kommunikationsfunktion; 6) Sicherheits- und Schutzfunktionen. 2. Grundparameter Stromversorgung konfigurieren Spannung AC380 ± 10 %, Nennleistung 18 kW. Luftquelleneingang Der minimale Eingangsluftdruck darf nicht weniger als 0,6 MPa betragen und der maximale Eingangsluftdruck darf 1,0 MPa nicht überschreiten. Es gibt drei Klammern in der ganzen Maschine. Eine einzelne Klemme wird von einem Zylinder mit einem Durchmesser von 250 mm unter Druck gesetzt. Wenn der Luftquelleneingang 0,6 MPa erreicht, beträgt der maximale Druck eines einzelnen Zylinders 3000 kgf. Ausrüstungsgewicht Gewicht der Vorrichtung < 300kg, Maschinengewicht < 1300kg, das Verhältnis von Gesamtgewicht zu Auflagefläche < 500kg/m² Hauptfarbe des Aussehens Warmgrau 1C. Gesamtabmessungen der Ausrüstung lang × breit × Höhe ≤ 2000 mm × 800 mm × 2348 mm (Höhe 2030 mm nach Entfernen des Zylinders) Die Abmessungen der ankommenden Zelle (Airbagbreite ≤ 50 mm) Länge: 10-155 mm Breite: 10-105 mm Dicke: 2-12 mm Die Längen- und Breitenabmessungen der Zelle beinhalten die Kantenabdichtungsabmessungen des Aluminiums laminiert Film. Bestehensquote ≥98% 3. Maschinenspezifikationen Vorrichtung Jede Armatur ist in 22 Lagen Heizplatte unterteilt, und zwischen Heizplatte und Armatur befinden sich Wärmeisolationsmaßnahmen. Jede Schicht der Heizplatte ist mit einer Temperatursonde ausgestattet, die SPS kann die Temperatursonde jeder Schicht der Heizplatte überprüfen und den Temperaturerfassungswert auf dem Touchscreen anzeigen. Kontrollmodus Das Gerät wird von einer SPS gesteuert: Es kann die Heizzieltemperatur einstellen. Das Gerät kann die Heizplatte entsprechend der Zieltemperatur steuern und rechtzeitig schützen und alarmieren, wenn eine Übertemperatur der Heizplatte auftritt. Heizung Temperatur Temperaturregelungsgenauigkeit jeder Schicht der Heizplatte ± 3 ℃ Druckregelung SPS kann die mehrstufige Druckregelung der Vorrichtung realisieren, und die Genauigkeit der Druckregelung kann ± 25 kg erreichen, den Zylinderdruck durch den Drucksensor genau steuern. Zellmessung Die Vierleitermethode wird verwendet, um den Strom und die Spannung der Zelle zu messen. Die Schaltungsverbindung zwischen der Halterung und dem Gerät wird durch eine spezielle Leiterplatte realisiert. Die Elektrodenplatte wird auf dem Gerät installiert und die Batterie wird durch die obere und untere Pressplatte komprimiert. Gleichzeitig wird die schnelle und zuverlässige Verbindung zwischen Gerät und Leuchtenschaltung realisiert. Sicherheit An den Außentüren und Sichtfenstern der Geräte sind Wärmeschutzmaßnahmen zu treffen. Das Gerät ist mit einer Sicherheitszugangskontrolle ausgestattet, um eine sicherere und zuverlässigere Verwendung des Geräts zu gewährleisten. Einstellbereich der Lade-/Entladespannung Einstellbereich Ladespannung: 0mV ~ 5000mV (Auflösung 1mV); Einstellbereich der Entladespannung: 2000 mV ~ 5000mV (Auflösung 1mV). Lade- und Entladestrom Einstellbereich: 10mA ~ 6000mA (Auflösung 1mA) 。 Genauigkeit der Messkontrolle Steuergenauigkeit der Spannungsmessung: ± (0,1 % FS + 0,1 % RD) Genauigkeit der Strommessung: ± (0,1 % FS + 0,1 % RD) Genauigkeit der Zeitmessung: ± (0,1 % FS + 0,1 % RD) Steuergenauigkeit der Spannungsmessung ± (0,1 % v.E. + 0,1 % RD) Kontrollgenauigkeit der Strommessung ± (0,1 % v.E. + 0,1 % RD) Kontrollgenauigkeit der Zeitmessung ± (0,1 % v.E. + 0,1 % RD) Endzustand des Ladens und Entladens Konstantstromladen (CC): Endbedingungen sind Spannung, Zeit und Kapazität Konstantstrom- und Konstantspannungsladen (CC-CV): Endbedingungen sind Strom, Zeit und Kapazität Entlademethode: Die Endbedingung der Konstantstromentladung (DC) ist Spannung, Zeit oder Kapazität Hauptfunktionen der Software 1. Nach Zeit, Spannung, Strom und anderen Parametern zur Steuerung der Endbedingungen des Prozesses; 2. Berechnen Sie die Ladekapazitätsparameter der gebildeten Batterie; 3. Bearbeitungs- und Verwaltungsfunktionen des Lade- und Entladevorgangs: 4. Bis zu 32 Schrittparameter können eingestellt werden; 5. Bis zu 256 Zyklen können eingestellt werden; 6. Jeder Schritt kann durch Konstantstromladen, Konstantstrom- und Konstantspannungsladen, Ablegen, Konstantstromentladen, Zyklus und andere Attribute ausgewählt werden; 7. Die bearbeitete Prozessdatei kann für die zukünftige Verwendung archiviert werden. 8. Der Ladestrom kann von (10 ~ 6000)mA, die Ladespannung kann von (0 ~ 5000)mV, die Entladespannung kann von (2000 ~ 5000)mV, und die Zeit jedes Schrittes kann von 1min ~ 1000min. 9. Software-Sicherheitskontrolle: 11.1. Die laufenden Daten und die Kurve jedes Punktes können automatisch gespeichert werden, nachdem der eingestellte Schritt ausgeführt wurde, und die Software verfügt über eine Kapazitätsalarmfunktion; 11.2. Überladeschutz: Wenn die Spannung den Überladeschutz-Einstellwert überschreitet, wird der Fluss des Kanals gestoppt und der Einstellwert kann eingestellt werden; 11.3. Kapazitätsübertoleranzschutz: Wenn die Kapazität der Batteriezelle einen bestimmten Bereich überschreitet, wird der Fluss des Kanals gestoppt; Es kann die geformten Batterien sortieren und ist mit Kontrollleuchten ausgestattet. Die Sortiermethode kann wie folgt eingestellt werden: Kapazität, Zeit, Leerlaufspannung, Durchschnittsspannung, Festpunktspannung usw. 11.4. Die Lade- und Entladedaten jeder Batterie können in Form einer Datenliste erstellt werden, die Benutzer anzeigen oder ausdrucken können. Das Gerät unterstützt die Barcode-Erkennungsfunktion und kann die Eins-zu-Eins-Korrespondenz zwischen Batterie und Kanal realisieren und Produktionsdaten aufzeichnen. Systemschutzfunktion 1. Überstrom-, Unterstrom-, Überspannungs-, Unterspannungs- und Überkapazitätsschutz: Die Ober- und Untergrenzen von Batteriespannung, -strom und -kapazität können dabei voreingestellt werden. Wenn die Grenzbedingungen erreicht sind, zwingt das System den Akku automatisch in den Ruhezustand, und die Softwareschnittstelle zeigt einen Fehler an. 2. Leckstromschutz: Wenn der Arbeitsstatus mehr als dreimal auf einen Leckstrom von mehr als 200 mA geprüft wird, schalten Sie die Eingangsleistung des Schaltnetzteils aus. 3. Ladeüberspannungsschutz: Wenn die Batterie während des Batterieladens vom System überprüft wird und die Batteriespannung höher als die obere Grenzspannung ist, wird die Batterie den Ladevorgang beenden. 4. Entlade-Unterspannungsschutz: Wenn die Batterie während der Batterieentladung vom System überprüft wird und die Batteriespannung niedriger als die untere Grenzspannung ist, wird die Batterie nicht mehr entladen. 5. Gerätestromausfallschutz: Wenn das Gerät abnormal ausgeschaltet wird, kann es den aktuellen Prozessschritt weiter ausführen; es hat die Funktion, den anormalen Kanal zu registrieren; Dreifarbiges Alarmlicht (mit Ton und Licht) Warten (der Vorgang ist abgeschlossen) – gelbes Licht; Der Vorgang läuft (Schlafen, Laden, Entladen) – grünes Licht; Systemfehler (Übertemperatur, Hardwarefehler usw.) – rotes Licht und Ton Grundkonfiguration des gesamten Systems 1. Der Temperaturanstieg der Antriebsplatine und des internen Kühlkörpers des Schaltnetzteils am Gerät beträgt ≤ 30 ℃, und die Verlustleistung des Kühlkörpers sollte entsprechend dem langfristigen Vollausschlag ausgelegt werden, um sicherzustellen, dass die Geräte können lange Zeit stabil arbeiten. 2. Der Gerätekalibrierungszyklus beträgt 3 Monate. Stellen Sie innerhalb von 3 Monaten nach der Kalibrierung des Geräts sicher, dass die Spannungsmess- und Steuergenauigkeit aller Kanäle ≤ ± (0,1 % FS + 0,1 % RD) und die Strommess- und Steuergenauigkeit ≤ ± (0,1 % FS + 0,1 %) beträgt. RD). 3. Kühlmethode für elektrische Teile: Abluftkühlung durch Lüfter. Umweltanforderungen an die Ausrüstung 1. Temperatur der Arbeitsumgebung: 25 ± 8 ℃; 2. Relative Luftfeuchtigkeit: 30 % ~ 75 %; 3. Anforderungen an die Gerätebelüftung: Innerhalb von 1,5 Metern von der Vorder- und Rückseite des Geräts und 0,8 Metern von der Seite des Geräts sollten keine Hindernisse vorhanden sein. 4. Installationsort: Innen, saubere Werkstatt. 5. Computerkonfiguration: Jeder Computer verwaltet 5 setzt (vom Käufer bereitgestellt). 4. Der Prozessaktionsablauf der Ausrüstung: Steuerungsstart---Schranktür manuell öffnen---Befestigung offen---Zellladung zum Schrank---Befestigung festziehen---Schranktür schließen---Bildungsbeginn---Bildungsabschluss ---Die Schranktür ist geöffnet---Die Halterung wird geöffnet---Die Batteriezelle wird in den Schrank gelegt.
-
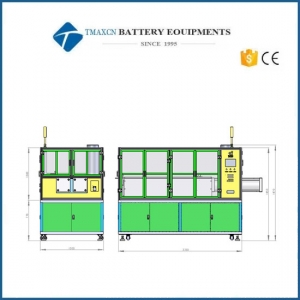
 Automatische Heißpress-Druckformmaschine für die Herstellung von Beutelzellen
Automatische Heißpress-Druckformmaschine für die Herstellung von Beutelzellen
-
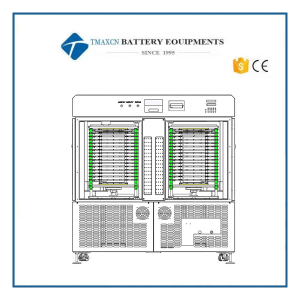
 5V20A 64-Kanal-Vertikal-Beutelzellen-Heißpressen-Druckformungsmaschine für Beutelzellen-Produktionslinie
5V20A 64-Kanal-Vertikal-Beutelzellen-Heißpressen-Druckformungsmaschine für Beutelzellen-Produktionslinie
-
 5V20A 64-Kanal-Heißpressen-Druckformungsmaschine für die Produktion von Beutelzellen
5V20A 64-Kanal-Heißpressen-Druckformungsmaschine für die Produktion von Beutelzellen
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

